Using Pyrometry to Measure Investment-Casting Temps, Accurately
Many variables determine success in investment casting, but the dominant factor, according to Ralph Felice of FAR Associates (www.pyrometry.com), is metal temperature. Investment casters have attempted to control metal temperatures with pyrometers or thermocouples, but conventional systems have serious problems in this application. Theromocouples, for example, suffer from measurement lag time, exhaustibility, and catastrophic failure.
In the case of pyrometers, investment casting presents specific problems, such as metals changing state from solid to liquid and the turbulence of the resulting liquid. These affect the optical properties of the casting charge in ways that conventional pyrometers are unable to resolve. Adding to this, the unusual natural behavior of casting alloys has resulted in errors of hundreds of degrees. Emissivity of the liquid metal melt changes with both wavelength and turbulence, Felice explains, and also with alloy and temperature. The results can include undue amounts of scrap, wasted labor hours, and excessive energy costs.
FAR Associates introduced the SpectroPyrometer-Casting Edition, specifically to overcome problems that occur with conventional pyrometers and thermocouples in investment casting. The system has all the features and technology present on all of FAR’s SpectroPyrometers: Real-time temperature readings that are corrected for emissivity and interference; the emissivity and accuracy for each reading; a permanent log of all displayed data; and innovative, fiber-optic green laser aiming. In addition, the casting model is optimized for investment casting’s temperature range, the unusual behavior of the charge, and the many alloys this industry uses.
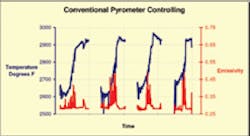
The graphs shown here are from production cycles of an aerospace investment casting application, the controlling pyrometer being the difference between them. Each graph shows both the temperature (blue) and emissivity (red) as measured by a FAR SpectroPyrometer. Each contiguous temperature/emissivity cycle represents one casting cycle, resulting in several finished parts.
In the first graph, with the conventional pyrometer controlling, the temperature is quite high, about 200°F hotter than the setpoint. The temperature is not stable during heat up, and the maximum temperature is not repeatable.
The emissivity plot shows spikes in emissivity that result from severe electromagnetic stirring. First, the conventional pyrometer sees an over-temperature value because the turbulence in the melt enhances the emissivity. In response, the controller turns off the power. The turbulence vanishes when the power is removed, and an under-temperature is then sensed by the pyrometer. The power is turned back on, and the resulting current surge stirs the melt violently. The cycle repeats, as can be seen in the spiky red trace. The violent stirring erodes the refractory wall, and hence introduces inclusions to the product. In the second graph, with a SpectroPyrometer controlling the process, the emissivity scale is the same, and the temperature increments are the same, but the temperature range is lower. The reason for this is the process is now achieving the setpoint temperature accurately because of the measurement by the SpectroPyrometer. Note that the temperature trace smoothly reaches the setpoint and controls closely about it until each cycle ends.
The spikiness, and therefore the turbulence of the melt, is greatly reduced. The repetitive power on-off sequence caused by and causing turbulence has been eliminated. There is still some turbulence from electromagnetic stirring of the melt during full power heat-up, but this quiets completely when the setpoint is reached and power is reduced.
Several beneficial results were achieved with the use of the SpectroPyrometer Casting Edition: Greater quality from reduced inclusions (from reduced refractory erosion); higher yield from faster casting cycles that reach the actual setpoint, instead of an artificially high setpoint; lower maintenance costs from lower refractory erosion; and lower power costs from decreased power usage.