








Diecasting of aluminum is extremely productive for high-volume manufacturing of complex components, and it can be controlled at a high level. ae Group manufactures automotive and commercial vehicle components (transmission, powertrain, engine, axle and drivetrain parts) at three plants in Germany and another in Poland. In order to achieve maximum reliability and quality, diecasting lines at the Gerstungen, Germany, plant are laid out to ensure that as many process steps as possible are linked and fully automated, thus dispensing with manual intervention. So, a blasting concept was conceived and implemented, with parts lying flat on conveyor belts and being treated in a continuous process. This eliminates the task of manual suspending and removing parts, which is standard practice for hanger-type blast machines.
“We supply the automotive industry with our diecast aluminum parts and face the toughest international competition in this respect,” said Tino Kunkel, manager of one of the production lines at the ae foundry. Automating as many processes as possible lowers costs and, simultaneously, enhances quality.
The maxim governing the process chain is that operators should touch the castings only where necessary. The cold-chamber machines (die clamping forces ranging from 12,500 to 14,000 kN) and peripheral units are completely automated. Castings that already have been deburred on the diecasting machines are fed onto a common conveyor route, and then travel on for fine blanking. The process continues into the next hall where the parts are first blasted for cleaning and surface pretreatment before being forwarded to laser systems by conveyor belt, and each piece is assigned an individual QR code and packaged. Very strict quality criteria are applied along the entire process chain, with every step carefully monitored and documented.
Similarly strict criteria apply to the machines employed. These must be designed or modified and installed so that they correspond to the process management and quality philosophy of the company. In addition to reliable engineering, human dependability and the support and service of manufacturers also play a role. Immediate assistance is expected once problems arise.
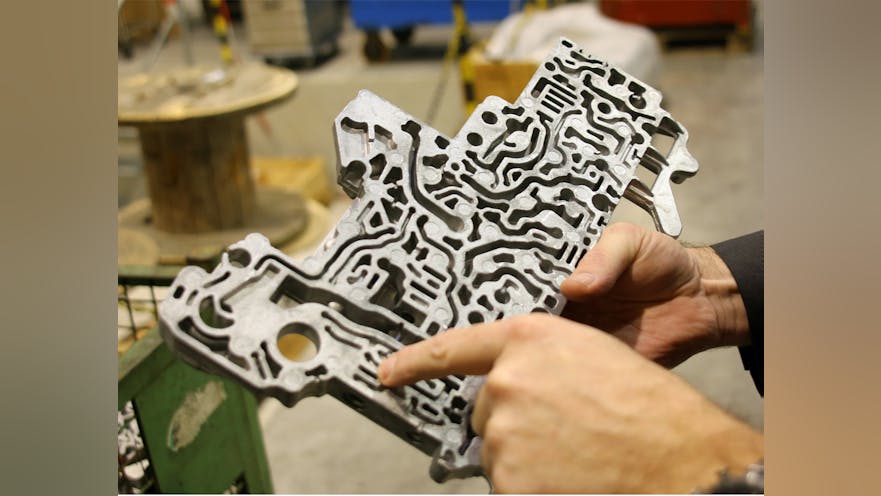
ae Group installed the AGTOS Type BS 08-05-3.6-08-11.0 machines to clean and surface-prep products of diecasting line No.2 at Gerstungen. A hanger-type blast machine was dispensed with, given that it mainly processes relatively flat parts with highly complex details and a large surface area (but not bulky geometries), such as shift housings for automatic transmissions. This also had the advantage of permitting a direct continuous process with no manual interventions.
Now, there is continuous transport of the parts through the plant on a wide-meshed wire conveyor belt. They are blasted with a special abrasive from above and below via a total of eight shot-blasting turbines, ensuring all-round cleaning and surface treatment. The belt is divided into two tracks through a central “guide rail” consisting of plates, meaning that two different, but typical components (e.g., the upper and lower parts of a shift housing) can be processed simultaneously. As the parts have only minor indentations, residual abrasive material can be removed comparatively simply via a blower unit in the blast machine outlet.
When it comes to treating castings through shot blasting, the selected abrasive plays a significant role. It is continuously cycled through the system, so its consistency and composition are altered by two factors: 1) the soiling of the abrasive by fine non-metallic and metallic dust and dirt particles; and 2) contamination by flash and flakes separated during the blasting process.
The abrasive moving in the cycle therefore needs to be treated carefully during each passage to maintain consistency in regard to grain size and impurities, within narrow limits. This occurs during the return of the abrasive from the machine abrasive collection hopper trough to the storage bunker located on top. The media is carried via a bucket elevator, and on reaching the top, the abrasive is screened to remove coarse impurities, such as flash and flakes. This is followed by “wind sifting,” which sorts out dirt and dust particles and the finest abrasive fragments (i.e., “fines.”) The abrasive cleaned this way is conveyed to the storage bunker for the blasting turbines.
As aluminum is comparatively soft it may be damaged by excessively hard blasting, so it was important to evaluate the effect of the machines prior to the installation. AGTOS offered to conduct preliminary trials on its own machinery. Initial blasting trials were first conducted on an AGTOS machine in Emsdetten with four turbines. Following positive results of these tests, further trials were conducted on a larger machine with eight turbines at the AGTOS plant in Konin, Germany, on the same machine model proposed for the installation. Notable features here were a modified blasting turbine layout to optimize the effect of the blasting abrasive. A special abrasive for nonferrous metals, recommended by AGTOS, was used for the trials. With this choice, flakes from burrs were removed from the parts and the surface of the components slightly roughened, but the smoothness of the pre-punched bore holes was maintained.
In addition to the quality of the blasting machines, consultation and service competence proved significant criteria in the decision to purchase the machinery. Since the initial procurement in 2013, the positive experience of the performance and AGTOS consultation and maintenance service led ae to install two further systems in the subsequent years.