








Europe’s metalcasting industry is being reorganized and redesigned rather quickly, largely according to legislators’ and regulators’ visions — especially those visions involving the automotive market. But, some foundries are taking a more proactive approach to their future, through their capital investment programs. About three years ago an Austrian producer of aluminum automotive wheels sought bids for a new melting and handling process installation, to be integrated with a new casting operation. They required process flexibility, but also some originality in the system design. The new operation would be “an innovative casting process that would produce mechanical properties and performance criteria beyond that of the traditional, low-pressure casting processes,” according to one familiar with the project.
Future Metals Technologies GmbH, a metalcasting design/engineering firm, were invited to propose a design for the new operation, with some fairly specific requirements to be satisfied:
The customer wanted a shaft furnace — a system that conserves melting energy by charging materials preheated by redirected combustion gas — capable of processing both A356 ingots and scrap wheels at a rate of 1,200 kg/h (2,650 lb./hr.) Further, the furnace also should be available to consume aluminum alloy machine chips collected from wheel-finishing operations, and melt these at a rate of 800 kg/h (1,750 lb./hr.) All the emissions from chip melting would be captured and recycled.
More than this, the “pour point” — the point at which molten aluminum is automatically delivered, on-demand and at the correct temperature to the casting die —would be elevated above the melter, at a height of approximately 3.5 m (11 ft. 6 in.)
FMT took up the assignment, quickly identifying various technical challenges. For example, melting wheels and ingots in a shaft is a problem because the volume of full-size wheels versus the actual metal mass is much greater than for normal ingots or foundry returns. Melting machine chips in the same furnace, and being able to eliminate the emissions from residues on the chips, required further engineering of the shaft in order to create a method for storing and buffering chips, so that supply fluctuations are minimized and synchronized with the melting furnace and metal demand.
As for the pouring station, the FMT designers had to find a reliable way to automatically refill a holding furnace positioned 2.5 m (8 ft. 2 in.) above the melting furnace bath. Then, there was the problem of dispensing molten metal on demand and at temperature into the casting vessel.
A further challenge involved continuously degassing and holding accurate casting temperatures throughout the process.
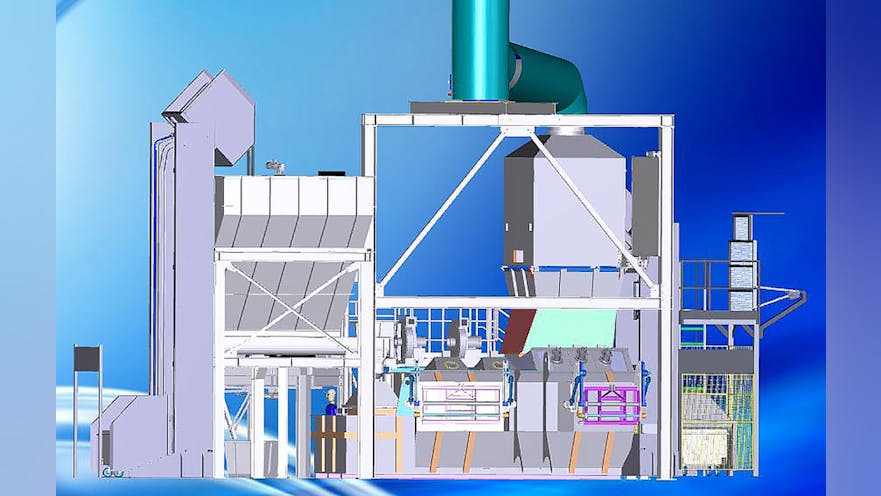
The solution started with the FMT-designed shaft furnace with a melting capacity of 1,200 kg/h (2,650 lb./hr.) on a dry hearth, with an extended height (double volume) shaft to accommodate the charging of wheels and enable maximum energy recovery from the exhaust gasses. An electrically driven charging elevator was developed to transfer wheels or ingots to the shaft.
The furnace holding bath was expanded to 5,000 kg (11,000 lb.), with a “pocket” added to accommodate a pump and vortex block.
The designers selected a dual-chamber, High Temperature Systems pump that allows for different pumping characteristics: Not only is it able to change velocity between circulation and vortex creation, but a second volute allowed for an alternative outlet via insulated piping to the casting furnace. The pump has sufficient capacity to achieve a lift head of 3,500 mm (about 11 ft. 6 in.), and metal is pumped automatically based on a laser metal level sensor in the casting furnace to deliver metal in increments of 200 kg (440 lb.), to maintain a constant level.
The vortex is used to melt machining chips from the wheel machining line, and these are stored in a bunker filled using the electrically driven elevator and wheeled bins coming from the machine line. An automated auger in the storage hopper transfers chips to the vortex, for rapid submergence melting controlled by laser metal-level monitors.
The casting/holding furnace installed approximately 2.5 m above the floor has a capacity of 2,300 kg (5,000 lb.) and is heated by five vertical immersion heaters. A short, launder-style extension from the furnace over the casting position helps to feed the metal into the casting chamber, with a stopper-rod system actuated by the casting machine.
This novel installation — now in operation for more than two years — presented a complete and innovative response to the foundry’s unusual requirements, but with a single installation that nevertheless requires no manual metal handling. More important, it also satisfies the technical and quality demands of a premium wheel producer.