Improving Work Conditions and Preventing Penetration, Gas Defects

Q: We want to improve work conditions in our ferrous foundry. How can we prevent penetration and gas defects in steel castings without using a standard black iron oxide?
A: Casting porosity and surface defects are a concern inherent to sand casting, and they are defects that can degrade the quality of a part, even making some parts unsuitable for their intended applications, such as in pressurized systems.
In pouring molten metal into a sand mold, if the metal enters into gaps between sand grains, a rough surface may be the result on the finished casting. This happens because the sand is coarse or the surface has not been sealed. Coarse sand grains will promote more metal penetration.
Gas defects are the result when gas is trapped within the molten metal, or when mold gases are generated during pouring. This may result in blowholes (spherical or ovular cavities in the casting surface or within the casting) or pinhole porosity (the result of hydrogen trapped during in the mass of molten metal.)
For the metalcaster, porosity and surface defects also increase the cost and effort of casting finishing processes.
One way to address some surface defects in steel castings is by implementing an additive to the sand preparation sequence. Iron oxides additives have been used for many years and are typically some form of red iron oxide (hematite, Fe2O3) and black iron oxide (magnetite, Fe3O4), or sometimes a blend these. They act as a flux to promote softening of the sand, which can absorb more thermal stress before a crack in the core/mold occurs.
Being oxygen-rich, iron oxides also can tie up some gasses during the casting process. They are typically used in amounts ranging from 2-5%. But, note that care must be taken as to the additive’s effects on binder demand based on the small particle size of many of these products.
ASK Chemicals is offering a new sand additive called VEINO ULTRA™ 350 that reduces veining, increases penetration resistance, and resists “orange peel” type defects in low-carbon steel. The first benefit to a steel foundry will be reduced cleaning room costs.
In addition, VEINO ULTRA 350 has the ability to "scavenge" various mold gases produced during the casting process. Typically, an addition rate between 2 to 6% based on sand weight is pre-mixed with the raw sand. It is recommended to coat the sand molds and cores when using VEINO ULTRA 350, to provide a smooth casting finish.
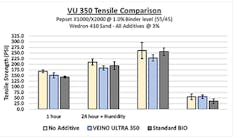
In the field, VEINO ULTRA 350 has been proven effective when replacing standard black iron oxides. Due to VEINO ULTRA 350 being coarser than black iron oxide, it has less effect on the binder’s chemical strength, and so on the potential to reduce binder levels. (Please refer to the bar graph.)
Also, black iron oxide can be difficult to transport because of the grain fineness, and it’s more prone to producing dust, creating a less than desirable work environment.
VEINO ULTRA 350 provides a solution to these handling problems due to its coarse nature, making it less dusty, with better flowability, greater ease of transport, and higher potential for reducing resin percentage in the preparation of molding sand.
Join the Conversation. Email Your Questions for ASK Chemicals
Share your insights or opinions, and elaborate on the experts’ answers. You must be logged in to the website to post your comments.