Mild Fluxing Restores, Maintains Electrical Efficiency in Channel Induction Furnaces
Induction furnaces provided an economical way for iron foundries to melt and hold large quantities of molten metal, and they allow great flexibility in production requirements. However, controlling slag generation and subsequent buildup of insoluble, emulsified oxides and sulfides is a significant problem. Build-up of these by-products can diminish electrical efficiency, decrease heating efficiency, and lead eventually to refractory and furnace failure.
Slag formation is inevitable; the composition of slag varies with the type of melting process. The cleanliness of the metallic charge, often consisting of sand-encrusted gates and risers or rust- and dirt-encrusted scrap, significantly affects the type of slag that forms. Since these oxides, sulfides, and non-metallics are not soluble in molten iron, they float in the liquid metal as an “emulsion.” When flotation effects become great enough, the non-metallic particles rise to the surface and agglomerate as a “slag.” They can be removed, or “de-slagged,” and fluxes can accelerates these processes.
When emulsified slag contacts a refractory lining that is colder than the melting point of the slag, the slag is cooled below its freezing point and adheres to the refractory or inductor channel. The adhering material is called buildup. Buildup is an on-going process, a classical nucleation and crystalline growth phenomena. Shortly after the initial liquid slag phases start to precipitate as a thin solid film or substrate on a refractory surface, the buildup proceeds more easily and rapidly. This liquid glass or slag phase can now nucleate easily and grow rapidly on the just-deposited buildup because the surface of the buildup (solid slag phase) is crystallographically similar to the liquified slag phase attempting to precipitate out of solution. Failure to “flux” or remove these emulsified phases from the metal bath during melting and holding will allow more buildup to form, and will reduce the overall efficiency of the metal handling system. Frequent additions to each furnace charge of specialized electric furnace fluxes (EF) can prevent these problems, with no adverse effect on furnace refractories.
Think of a vertical channel induction furnace as a large bull ladle with an inductor attached to the bottom. Such furnaces are particularly susceptible to buildup in the inductor loop or throat area, as well as on the sidewalls (slag shelf formation). Once the throat has clogged, the channel furnace inductor can no longer transfer the necessary heat to the uppercase for continued operation. This results in a significant loss of electrical efficiency; it also leads to a significant reduction in refractory life.
Severe buildup in the inductor channel can drastically restrict the flow of molten metal, eventually leading to inductor failure and possible run-outs. When the buildup becomes severe, power factor readings of the inductor drop and the efficiency of the pressure pour is dramatically reduced. The inductor will have to be replaced because it can be extremely difficult to access and remove the buildup. Normal inductor life may be as long as 18 months, however, if buildup occurs, the useful life may be reduced to only a few months and in some cases, a few weeks.
Continuous addition of a mild EF flux will minimize, and in most cases eliminate, the formation of insoluble buildup along furnace walls and the inductor throat area. Such fluxes will emulsify the buildup components and suspend them into the floating slag. Additionally, fluxing will restore full furnace volume and lead to increased production. More important, the reduced quantity of buildup is accompanied by a “softer, less glass-like buildup” that is much more easily scrapped from the furnace wall without any subsequent damage to the refractory. Typical addition rates to the metallic charge are 1 to 2 pounds per metric ton.
Foundry X is an actual example of fluxing and the adverse economic impact of slag buildup. It melts ductile base iron in a 35-ton vertical channel furnace utilizing a twin-loop water-cooled inductor. After installing a new inductor at the end of 2005, Foundry X started to experience severe buildup in the throat/boat section of the inductor in January to mid-February 2006, just weeks after the inductor was replaced.
From previous experience, Foundry X knew that the downtime associated with a clogged inductor would be very costly. Typical downtime when the throat/inductor clogs is five days. During this period, Foundry X had to completely drain the furnace, ream out the throat opening, and perform a “hot inductor change,” estimated at roughly $90,000 (total costs in downtime and lost production.)
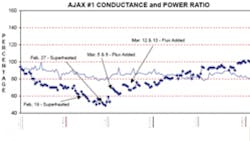
Normally, the conductance ratio (a measure of inductor electrical efficiency) at the beginning of a new refractory campaign is close to 100%. Typical conductance ratio history will show a gradual decline during the first three to four weeks (declining to 75 to 85%), and then stabilize while the power factor remains relatively unchanged. The dramatic decline in conductance ratio (to less than 75%) at Foundry X’s channel furnace is shown in the graph.
Methods employed by Foundry X to remove buildup were periodic superheating on a low heel, the addition of silicon carbide followed by a periodic superheat, and “green poling”; however, none of these procedures seemed to improve the worsening buildup problem. The conductance ratio continued to drop into the low 50% range.
In early March, Foundry X embarks on a two-day fluxing procedure using EF fluxes. The flux was added to a minimum molten heel free of slag. For the procedure, the inductor was turned to high power to superheat the molten iron to 2,850°-2,900°F, followed by the addition of 0.1% EF flux (2 lb/ton). The superheating was continued for three additional hours. Then, the furnace was cooled back to normal holding temperatures and the slag was removed. This procedure was repeated the following day, whereupon it was observed that both conductance and power ratios significantly improved. A second fluxing campaign commenced the following weekend using the same 2 lb/ton addition. The graph summarizes the significant improvement in conductance ratio. Repeating the fluxing procedure later showed further improvement, and the conductance ratio was restored to normal levels (mid 90’s).
After restoration of the electrical properties by EF fluxing, Foundry X continued to add EF fluxes to each charge to maintain melting efficiency. The nominal costs associated with EF fluxes to each charge are offset by improved furnace efficiency and elimination of costly downtime issues from inductor clogging.
| R.L. (Rod) Naro is president, and David C. Williams is vice president-technology, with ASI International, Ltd. |
About the Author
Rod Naro
President
R.L. (Rod) Naro is the president of ASI International Ltd. Marc King is a metallurgist with Hiler Industries. David C. Williams is the vice president of technology with ASI International. Lenny Basaj is a metallurgist with MTI Technologies Inc. Visit www.asi-alloys.com