Effect of Scrap Quality on Coreless Induction Melting Time and Efficiency

One of the significant economic forces driving foundry operations today is the necessity to reduce melting costs and improve operating efficiency. Often, these two approaches do not yield the same result. For example, purchasing relatively inexpensive scrap metal units can reduce raw material costs overall, but at the same time can have a significant and deleterious effect on furnace efficiency.
In the past 60 years, the melting of various ferrous charge metals in coreless induction furnaces has changed. As the quality of the metallic charge constituents steadily deteriorated, slag-related melting problems such as slag build-up became widespread. Slower melting rates and less efficient use of the coreless induction furnace result.
The cleanliness of the metallic charge (usually consisting of sand-encrusted gates and risers, or rust- and dirt-encrusted scrap) has a negative effect on melting cycle, furnace capacity, and electrical efficiency. The quality of scrap also significantly affects the type of slag formed during melting.
In a coreless induction furnace, insoluble slag residuals can deposit along the refractory walls within or slightly above the active power coil (see Figure 1, above.)
Because these oxides and non-metallics are not soluble in molten metal, they become entrained and float in the molten metal as an emulsion. When emulsion flotation effects become great enough, non-metallics rise to the surface of the molten metal and agglomerate as a slag. Once the non-metallics coalesce into a floating mass on the liquid metal they can be removed. A suitable fluoride-free flux such as Redux EF40 will accelerate this flotation process.
When slag contacts a refractory wall that is colder than the melting point of the slag, this will promote the slag to adhere to the lining. The adhering material is called build-up. High melting-point slags are especially prone to promoting build-up. If not prevented from forming or not removed early during formation, build-up will reduce the overall efficiency and capacity of the furnace.
The accumulation of insoluble slag build-up on the refractory wall also reduces coil efficiency and decreases effective power input. Not only will build-up increase the effective refractory wall thickness, but coil efficiency will likewise decrease, as shown in Figure 2.(1)
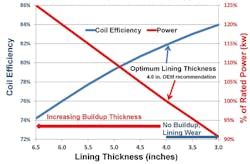
A thicker effective refractory lining equates to the metal bath being further away from the coil. This results in a lower coil-power factor and lower coil efficiency that produces higher current and greater electrical losses. Insoluble slag build-up has the same effect as increasing refractory thickness. Since there are more electrical losses in the coil, there is less energy available to melt metal, so every melt will take somewhat longer than it would with a standard refractory thickness. This causes increased conductive and radiated heat losses, increasing the amount of energy consumed even further. Adding to this scenario is the overall capacity of the furnace will decrease(2), resulting in reduced production. To achieve maximum effect on electrical efficiency, a continuous addition of a flux that maintains furnace wall thickness geometry is necessary.
The effect of scrap cleanliness as related to slag build-up and electrical efficiency is shown in Table 1. More energy is required to melt rusty or dirty steel scrap, such as steel bales with a light bulk density and oily or contaminated cast-iron borings, compared to melting clean, dry, chunk-steel scrap. Light-density scrap limits the amount of power that can be applied, thereby extending the time required to melt the charge.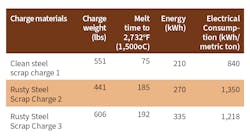
During melting the furnace is constantly losing heat, both to the cooling water and by radiation from the shell and the exposed metal surface. Electrical energy must be expended to replace this heat loss, hence a longer melting time and greater furnace inefficiency.
Dirty or contaminated scrap tends to deposit a slag layer on the furnace refractory. This occurs at or just below the liquid metal level in the crucible and restricts the amount of power that is drawn by the furnace. The effective reduction in the furnace internal diameter also may make charging more difficult and protracted, again affecting furnace efficiency.
To minimize problems associated with slag build-up many foundries resort to operating at a higher metal temperature than is necessary or undertake an occasional high-temperature melt to reduce the build-up, again increasing energy consumption. This wasteful use of energy can be prevented by using Redux fluxes minimize or eliminate build-up.
In summary, while a foundry may for economic purposes elect to use a less-than-desirable metallic charge, using Redux with the charge will:
1) Greatly minimize or eliminate harmful slag build-up;
2) Improve melt times;
3) Improve productivity by keeping furnace volume constant; and,
4) Reduce electrical consumption.
Lastly, high energy consumption contributes to the threat of climate change along with global warming, and it behooves foundries to explore measures by which energy consumption in melting units can be minimized – and using fluxes during melting can facilitate this.
Rod Naro is president and CEO, and David C. Williams is v.p. – Technology, at ASI International Ltd. Pete Satre is manager of Corporate Engineering at Allied Mineral Products.
References
1. “Economic Consequences of Insoluble Build-up on Coreless Melting Efficiency”, Foundry Management & Technology, Naro, Williams and Satre, January 2019.
2. Private Communication, Pete Satre, Allied Mineral Products. Dimensions for the Refractory Installation of a 3-ton coreless induction furnace.
3. "Efficient melting in coreless induction furnaces," Good Practice Guide No. 50, ETSU, Harwell, Didcot, Oxfordshire, 2000.
About the Author
Rod Naro
President
R.L. (Rod) Naro is the president of ASI International Ltd. Marc King is a metallurgist with Hiler Industries. David C. Williams is the vice president of technology with ASI International. Lenny Basaj is a metallurgist with MTI Technologies Inc. Visit www.asi-alloys.com