An Economical Semi-Solid Casting Solution
A new approach to rheocasting has been proposed by Ajax Tocco Magnethermic. Rheocasting, or semi-solid metal casting (SSM), is a near-net-shape diecasting technology for nonferrous metals that combines principles of casting and forging.
Rheocasting processes center on development of a semi-solid slurry from the molten metal produced in a typical diecasting furnace or machine. As outlined by ATM in its summary report, the benefits of its new process include drastically reduced porosity in the metal, because a turbulent metal stream in the die traps less mold gas; spherical microstructures in the metal that allow the material to flow into thin sections, similar to ball bearings in grease; maximize value of the material properties, because internal defects are minimized; and higher die life and reducing soldering, thanks to lower process temperatures that reduce thermal stress on the die components.
In commercial terms, ATM noted the commercial success of its SSM process is keyed to its repeatability, reliability, and controllability. The process reduces variations in the molten metal, and it process results can be tracked from the time of the incoming charge until it is in the press.
Also, the developer said the SSM process’s high throughput rates allow operators to manufacture products competitively. It’s also simple to use, cost effective, and integrates easily into existing operations.
ATM outlined its control process as a non-contact technique keyed to a relationship between material resistivity and heat content in the metal. The phase change at liquidus of the alloy is determined by a change in reflected load resistance. Coil parameters are measured through a load analyzer.
Outlining its SSM process, ATM noted the set-up includes an induction coil and crucible. The operators select a frequency according to the wall temperature at pouring, controlled cooling target and continuous stirring requirements.
While the process controls are non-contact by design, the variables in process activity are reflected by feedback signals. Operators can compensate for process fluctuations with closed-loop control of the power levels. The metal is held in its semi-solid condition even through the brief interruptions for casting operations.
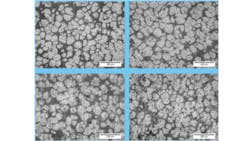
In the ATM SSM process, a measured amount of molten aluminum alloy is transferred from the source to the ATM processor. Molten metal is cooled quickly through the liquidus temperature phase, to the semi-solid range. Metal is stirred as it is cooled, resulting in a homogeneous mass. Primary aluminum particles nucleate in the molten charge as metal cools through the liquidus temperature of the alloy.
As the particles cool and grow, they become spherical from the shearing action. The freezing of the alloy typically results in dendritic structure. As the semi-solid material cools to a predetermined consistency, the charge is transferred to the casting machine when desired condition of material is reached.
In the results of test cited by ATM, over 40,000 castings made with the SSM system, with no mechanical shutdowns or operating failures. The tensile results with 380 aluminum alloy slurry exceeded 3.5% elongation, with some runs at over 4%. Standard diecastings were tested at 1.5% or less typ.
ATM stated its system was able to run at the same cycle time or less than a diecasting cycle time by reducing dwell time. Also notable, the operators were able to integrate the use of the ATM system easily.