Improving Investment Casting Using Computer Simulation
Metalcast S.A. de C.V. is an investment caster with 200 employees in Puebla, Mexico, that is casting increasingly complex parts in more challenging alloys. Stefan Plotz, an engineering consultant, worked with Metalcast engineers to reduce the proportion of rejects in the production of a valve body. "Computer simulation of the casting process helps understand the root cause of defects and evaluate the performance of modified designs without having to build tooling," Plotz emphasized. "The result is a substantial reduction in rejects, from 25% to 3%, which has helped improve Metalcast's competitive position."
Metalcast's speciality are parts up to 1 kg in size, especially for the medical device industry (about 25% of its output), but also the oil equipment and the valve industries, using investment casting to produce geometrically more complex castings. Because investment casting results in parts with very close tolerances, it makes it possible to reduce or eliminate secondary machining.
In the past, Metalcast engineers designed molds according to experience, and produced wax models via manual machining. Plotz worked with them to implement CNC machining that improved the accuracy of the models, leading to closer-tolerance finished parts. He also helped them develop the ability to simulate casting.

He identified ESI Group's ProCAST (www.esi-group.com) as a tool that addresses the specific needs of investment casting foundries. For example, it lets users automatically generate a mesh representing the shell mold, which can include non-uniform thickness and multiple shell layers. The software calculates radiation with view factors, including shadowing effects that are critical for high-temperature alloys. ProCAST uses a physics-based approach to model shrinkage and gas porosity. A dedicated module models gas porosity by computing interdendritic shrinkage while taking into account gas content. The software also models gas segregation, along with the proper treatment of solubility limit and pore nucleation.
Simulating valve bodies — Plotz and two Metalcast engineers completed a one-week, ProCAST training session, and began running the software right away to evaluate several parts with high scrap rates. One of these was a valve body that Metalcast had been producing for some time but had difficulty maintaining yields due to excessive porosity.
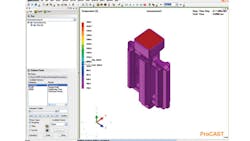
Plotz, with engineers Omar and Miguel Martinez, began by importing the part geometry into ProCAST from their CAD program. They used ProCAST's automatic shell generator to create the investment casting shell. They ran the simulation based on the existing production conditions, and ProCAST then predicted the metal flow inside the mold based on the full Navier-Stokes equations. The thermal solver computed heat flow by taking into account conduction, convection, and radiation. The heat release associated with phase changes, such as solidification and solid phase transformations, was described by an enthalpy formulation.
The simulation results showed the filling sequence for the metal arriving into each of the mold cavities. The software provided a time-sequence animation of the filling process with the solidification lines and the solid and liquid fractions plotted. Engineers looked at the solidification line to identify borders where no more filling can occur. The software calculated porosity percentages for areas that were separated from the main filling line.
Identifying root causes — The engineers saw several areas where air pockets formed without any escape path, and where feeder diameters were too small to feed the part properly during solidification. These pockets led to gas porosity defects in the final part. Engineers adjusted several simulation parameters, including the heat-transfer coefficients and melt temperature. After these adjustments were made, the simulation results matched the production conditions very well, including showing the same location and amount of shrinkage porosity.
Next, they began making changes to the simulation model to eliminate porosity. They tried connecting the parts in different locations to the tree and adding exhaust tubes. Engineers corrected areas where porosity was spotted by opening up the feeding line from tree to part, changing the part orientation, putting more or less material into the tree and adding exhaust vents. In some cases, where the part was machined, it was possible also to change the geometry of the part.
In all, they simulated approximately 20 different mold design iterations, adding and reducing the number of parts per tree to see if it would be possible to reduce production costs. They arrived at plan for a clean part without porosity, keeping the number of parts on the tree the same in order to avoid increasing production costs. At this point they tested the new mold design and discovered that the results matched the simulation predictions. In the end, the number of rejects was reduced from 25% to 3%.
Plotz and Metalcast engineers also simulated another part, made of ASTM 315 steel. The original design called for 80 parts on a single tree, but there were difficulties filling some of the cavities. Prior to simulating the casting operation, engineers tried changing the tree geometry into three separate flows — but that made filling even worse.
They exported the 3D geometry from CAD into a STEP neutral file and loaded it into ProCAST. They used the software to create a surface mesh automatically, with a few manual fixes, and created a volumetric mesh using tetrahedral elements. They modeled the ceramic shell by entering the dimensions for each individual layer. The initial model matched the results they had experienced on the production floor.
Then, Plotz and Metalcast engineers began to evaluate new design alternatives by making changes to the part geometry, melt temperatures, metal composition, and mold temperature. They also made changes from the analytical side, such as heat transfer coefficients and number of time steps in order to fine-tune the accuracy of the analysis. After evaluating about 30 different iterations, they found one that provided excellent filling using a single tree. This new mold design is now running in production and providing optimal quality with a very low scrap rate.
"Conventional trial and error-based process design methods involve high costs for prototyping and trying, yet are often incapable of determining the root cause of a quality problem. Computer simulation based on finite element analysis can overcome this challenge," Plotz concluded. The resulting visualization of the casting process helps engineers understand the causes of defects and evaluate the performance of modified tooling designs without having to actually produce tooling."
About the Author
Robert Brooks
Content Director
Robert Brooks has been a business-to-business reporter, writer, editor, and columnist for more than 20 years, specializing in the primary metal and basic manufacturing industries. His work has covered a wide range of topics, including process technology, resource development, material selection, product design, workforce development, and industrial market strategies, among others.