
It’s difficult to say when the so-called Additive Manufacturing revolution started, which is true of most revolutions, but it’s even more difficult to know where it will lead, because the technologies and applications that comprise various AM functions and initiatives — process technology, material science, and design and control programs — continue to emerge and develop, in theory and in practice. The revolution has become an evolution.
Proof of this is seen in how, in addition to developing, AM functions and initiatives are aligning. Three different program developers (Altair, Click2Cast, and HBM nCode) and one of the principal suppliers of 3D-printing systems (voxeljet) are collaborating to introduce a new design and manufacturing process that combines established production methods with simulation-driven design and product verification into a packaged mold making capability.
Mold making is a central function for several industries, including metalcasting. It’s also a ready target for additive manufacturing, because organizations that make molds have design, production, and financial resources staked on producing reliable, high-quality molds.
The collaborators say their moldmaking sequence brings together design optimization, fatigue analysis, casting, and 3D printing; addresses lightweight design objectives; and enhances performance and process efficiency.
According to voxeljet’s Kevin Smith, director, Global Applications: “It marks the ‘rebirth’ of one of the oldest manufacturing process available – casting. The new process includes molds made with 3D printing, an entirely new approach to mold making. By using the voxeljet 3D-printing process, mold making is dramatically faster and the design freedom this process offers is great.”

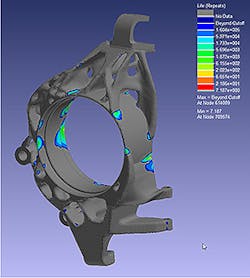
To demonstrate the process, the collaborators studied a milled billet aluminum wheel carrier for a student racecar. Designers and engineers focused on creating a new shape for the wheel carrier that would be equal in mass but perform “significantly better” than the original. In use, the part is subjected to deflections and deformations under load, which significantly impact the road-holding performance of the entire suspension. Stiffness is critical, too. The original design had been guided more by manufacturing needs than performance, but that would be addressed, they noted.
First, the design space was defined using a concept design/optimization tool (Inspire) based on Altair’s OptiStruct optimization solver. Then, the most severe load cases were applied to the model, e.g., hard braking, maximum cornering, and driving over bumps. After running the optimization, which accounted for “manufacturability,” the result was a part with exactly the same amount of material (now cast aluminum) but redistributed to increase stiffness by a factor of 3-5, depending on the load case.
Because fatigue damage is driven by the component’s entire loading history and not just the maximum load, a fatigue schedule of 35 hours of loading from five different road conditions was developed and imported into nCode DesignLife. Stresses computed by Altair OptiStruct from unit loads were included too, so the engineers could assemble stress histories for all locations on the wheel carrier. This data, along with material properties from the DesignLife’s database, was used to predict fatigue damage.
Click2Cast (C2C) casting simulation was used at the beginning and end of the design process. In the early phase, C2C allowed designers to test the manufacturability of the component design and optimize it, avoiding internal defects and analyzing critical areas while also reducing iterations between the design and production departments. At the end of the design phase, C2C was used to simulate a full mold filling process and thermal solidification, helping create the most efficient manufacturing method and minimizing any waste in energy, time, and materials.
“3D printing the patterns and molds is potentially the only way we can achieve this level of cast complexity,” Smith commented. “To leverage the design freedom 3D printing offers to full capacity, the design for the printed piece comes from simulation tools, which provide structural inspiration and enable the assessment of manufacturability and durability. The result we have received is very promising: the component is now 3-5 times stiffer (depending on the load case) than the original design without having to add weight.”
With optimization, fatigue analysis, and casting simulation completed, the results were sent to voxeljet to 3D-print the molds. From CAD data, voxeljet produces plastic models by layering a particulate material (polymethylmethacrylate, or PMMA) bonded with a binding agent. This organic material offers a very low ash content and zero pattern expansion. It also has “perfect burn-out characteristics,” so it’s well suited to investment casting. Its dimensional accuracy and surface finish are both excellent, so PMMA 3D-printed models can be used for complex designs that are mechanically stronger than cast designs. Cast designs may weigh less, voxeljet noted, but the 3D-printed plastic models are much less expensive to produce and require no tooling investment.
A particular line for AM’s evolution is happening in material science, especially with the introduction of new metal alloys that make direct manufacturing possible for some components. But for foundries, the predicted revolution so far is seen in the way that their processes are being sped up, simplified, and improved.
Viridis3D LLC — which designs and supplies 3D-printing machines for producing sand molds and cores, along with program software and training services — recently introduced ViriWax, a non-toxic material to be used to 3D-print dimensionally accurate and stable forms that can be dipped in wax to achieve the preform stage of the investment casting process. The parts can be individually shelled or assembled on ‘trees’, and then fired to continue to next step of the investment casting process.
The developer noted the speed and output size of its Viridis3D RAM printers, means large parts can be printed in ViriWax and produced at speeds between one to two inches per hour depending on width/layer thickness variables.
Viridis3D president Will Shambley confirmed that investment-casting foundries are currently working with ViriWax to evaluate it for a larger role in their processes. It has been used successfully to print models and patterns for pump rotors, valve bodies, and manifolds, and it’s also been chosen by architects and sculptors to produce models and some finished pieces.
“Our development team has worked very hard to make a 3D-printing material especially for large part production that not only produces parts faster at less cost, but is also environmentally friendly,” according to Shambley.
About the Author
Robert Brooks
Content Director
Robert Brooks has been a business-to-business reporter, writer, editor, and columnist for more than 20 years, specializing in the primary metal and basic manufacturing industries. His work has covered a wide range of topics, including process technology, resource development, material selection, product design, workforce development, and industrial market strategies, among others.