High-Yield Metal Transfer
Most iron foundries in the United States and Europe face extraordinarily competitive pressure to produce castings more economically, and to do it with greater efficiency. Even amidst the recent recession and a market that continues to show weak consumer demand for cast products, energy and raw material costs remain very high. As a consequence, foundries are being forced to examine every available opportunity to cut operating costs while maintaining the integrity, quality, and delivery rates of their finished products.
As a result of these factors, the primary concern for many foundry engineers today is how they can produce more castings, in the smallest possible flask, with the highest possible yield.
Farrar Corporation is a ductile iron foundry in Norwich, Kansas, that has found a way to maintain their operation’s level of performance, but with increased productivity and efficiency while keeping costs to a minimum. In many cases, Farrar has done this by adopting Foseco’s KALPUR® for Iron Direct Pour System.
The KALPUR direct pouring unit consists of an accurately formed core-shot reverse-tapered insulating sleeve with a correctly proportioned SEDEX® filter fixed in place. This sleeve/filter combination takes the place of a conventional side feeder on automatic horizontal molding machines, and completely replaces the need for a conventional runner system. In other words, the KALPUR direct pouring unit is comprised of all the necessary components — feeder, pouring cup, and filtration system — for the production casting or castings in question.
With respect to the insulating sleeve, “reverse taper” means that the KALPUR direct pouring unit can be placed on a suitable “print” on the joint-line and simply “closed over” like a core. The narrow end of the unit is always presented to the wide end of the cavity formed by the riser “bob” or pattern.
In Figure 3 the conventional side riser base is shown in the drag side; the only difference is that a shallow ring “print” has been added to locate the KALPUR direct pouring sleeve.
Up to four “necks” or contacts are possible, allowing for up to four castings per riser, as long as there are segments of the ring print available to set the KALPUR direct pouring unit level in position. Suitable smooth sided riser “bobs” or patterns are available for each unit in the product range.
Foseco makes dimensioned drawings available for each KALPUR direct pouring unit in the product range – from 5/8 to 15/18. (The 5/8 would indicate 5 centimeters diameter 8 centimeters high.)
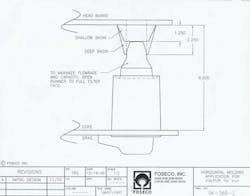
Due to the reverse taper design, when the unit is placed on the joint (drag-side) the cope half mold can close over without fear of crush. All the foundry operators need to do is attach a sprue extension to the riser bob, as shown in Figure 2. This extension mates with the pour cup, fixed to and formed by the squeeze headboard, and the mold is ready.
Note that the pour cup attached to the headboard has a suitable hole to accommodate the sprue extension and allows for operational differences in sand compaction, as shown in Figure 1. Using this system, foundries can improve their pouring yields by an average of 10% simply by eliminating the conventional running system.
Farrar Corp. documented 45 jobs utilizing Kalpur direct pour units, tracking the before- and after-conversion yield data recorded by their Methods Department. Castings layouts varied from one-on set-ups to two-, three-, and four-on set-ups. Also, the castings varied in shape and size, with some requiring additional feeders as well as the direct-pour riser, however the average casting yield rose by over 14% over this range of jobs.
Yield is the most obvious and easiest advantage to record, but it is by no means the only advantage of the direct pouring system. Patternmaking time and cost also are reduced when, rather than a normally complex gating system, a simple “sump” or base and “neck” connection is all that is required.
Farrar operates three Roberts Sinto Corp. horizontal molding machines. Two of these machines produce 2024 inch molds, and the third machine produces 1419 inch molds; all three molding lines are green sand systems. Each machine has an average output of 60 complete molds per hour.
In the case illustrated in Figures 4 and 5, if the foundry had been using conventional gating design into a standard sand side feeder, only one casting per plate would have been possible. Switching to the Kalpur direct-pouring process has allowed Farrar to double its production volume and maximize its yield.
Figures 6 and 7 show the drag and cope sides of casting pair – direct poured. Farrar ran as many as 3,000 molds per day in two 10-hour shifts. The foundry poured an average of 60 tons per day, yielding approximately 35 tons of finished castings daily.
In total, Farrar documented over 70 jobs using Kalpur from the outset of production. Average yields across this wide range of castings are 68.7%. Not many foundries can quote such high values for complex ductile iron castings. Farrar now lists Kalpur as its first choice for all new work it quotes to its customers, indicating that is the most cost-effective and efficient method of producing finished castings via Roberts Sinto molding line operations.
Clearly, not all casting designs can be poured from a single entry point. Yet, Farrar’s experience shows that the majority of work suitable for horizontal molding machines can be direct poured with excellent results — as long as the Kalpur unit is sized correctly as a feeder, with a large enough filter to pour the mold in the required timeframe. (Data sheets giving modulus, filter capacity and typical flow rates for gray and ductile iron casting are available from Foseco.)
The reverse taper range of Kalpur sleeves makes them well-suited to maximize pattern plate utilization and improve casting yields for a wide range of iron castings produced on automated horizontal molding equipment. Farrar’s experience as a green-sand mechanized jobbing foundry demonstrates productivity gains and an impressive +14% yield improvement over conventional gating and feeding methods. All this is accomplished with no investment in additional labor cost or capital equipment.
Gavin Moffat is Foseco Inc.’s application manager for Ferrous Metals. Contact him at [email protected], or visit www.foseco.com. The author acknowledges the management and staff at Farrar Corp. for their assistance and permission to publish the information in this article. Special thanks are extended Lynn Zehr for compiling the casting production charts, supplying data, and photographs.