Improved, High-Performance, Rare Earth-Free Inoculants
Foundries have used gray and ductile iron ferrosilicon-based inoculants incorporating rare earths for the past 40 years, but in the last decade their aim has been to improve the performance of some of these inoculants, a minute coating of ferrous sulfide and ferrous oxide was added as a surface treatment. The result was a modified inoculant that formed potent oxy-sulfide substrates upon which graphite could nucleate more easily.
Over the last 40 years, gray and ductile iron ferrosilicon based inoculants incorporating rare-earth elements have been used by the foundry industry. In the past decade, to improve the performance of some of these inoculants, a minute coating of ferrous sulfide and ferrous oxide was added as a surface treatment. The result was a modified inoculant that formed potent oxy-sulfide substrates upon which graphite could nucleate more easily.
Recently, rare-earth metals have become increasingly expensive and difficult to obtain, with China currently controlling over 95% of the world’s production. Using technology that was shown over 40 years ago in a research paper by R.L. Naro and J.F. Wallace, a new concept was developed that showed greatly improved inoculation effectiveness in both gray and ductile irons. The new technology is based on a ferrosilicon-free inoculant alloy, containing 16% calcium and suitable amounts of sulfur and oxygen and other graphitizing elements. Using proprietary blending techniques, this new alloy has demonstrated remarkable abilities to reduce shrinkage, improve inoculation (reduced chill, elimination of carbides), improve nodule counts and nodule shape, and improve mechanical properties (elongation, impact properties, yield and tensile strength.) Recently it has been found that Sphere-o-Dox, while it can be used as a solo inoculant addition, also can be used as an inoculant enhancer. It can be added with standard calcium-bearing foundry ferrosilicon to yield outstanding results, equaling results shown with rareearth oxy-sulfide inoculants.
Typically, inoculants for gray and ductile irons are based on ferrosilicon. It is the base ingredient to which Group II and IIIA elements in the Periodic Table of Elements are added (most notably calcium, strontium, barium, titanium, zirconium, and rare earths.) However, there is a finite as well as an economic limit as to the amounts of these elements that can be added. Group II and IIIA elements can and will react with dissolved oxygen and sulfur to varying degrees to form atomic clusters of oxy-sulfide particle that have a crystalline structure similar to graphite. These surfaces greatly assist in graphite nucleation and prevent undercooling that can lead to carbides and poor graphite shape and nodule quantity in ductile irons.
The elements that have the greatest tendency to react with sulfur and oxygen are cerium and calcium. The free energy of formation of oxides and sulfides with both of these elements is quite similar. However, the present cost of cerium (a rareearth element) is over 75 times
The effectiveness of all inoculants is directly related to the dissolved levels of sulfur and oxygen in the molten metal. It has been demonstrated by numerous investigators that highpurity ferrosilicon that contains no Group II or IIIA elements is not effective in inoculating gray or ductile irons. The dissolved levels of sulfur and oxygen inherent in molten metal often determine the effectiveness of conventional inoculants. If sufficient levels of sulfur and/or oxygen are not present, then the number of substrate particles that need to be generated to effect sufficient nucleation is significantly compromised. Because it is difficult, if not impossible, to manufacture a smelted ferrosilicon that contains controlled levels of sulfur and oxygen, the only alternative is to apply a surface coating of oxy-sulfide particles, or, alternatively, by blending ferrous sulfide and ferrous oxide into inoculant.
Sphere-o-Dox (U.S. Patent No. 6,281,988B1) has shown remarkable abilities to solve many troublesome inoculation situations. Sphere-o-Dox is a proprietary blend of oxy-sulfide forming elements that provide a high volume of graphite-forming nuclei when added to molten gray or ductile irons. Not only has it replaced high-performance, rare earth-containing inoculants at numerous foundries, but it can be used as an inoculant enhancer to improve the performance of standard inoculants, such as standard calcium bearing 75% ferrosilicon.
Foundry A is a medium-sized foundry making thin-section (0.25 inches or less), shell-molded castings. For years, carbides have been a serious problem. Attempts at switching inoculants and/or blending inoculants brought little to no improvement. The foundry’s customer = had to anneal all castings to eliminate carbides. To reduce costs, the customer indicated that the castings must be produced as-cast to avoid costly heat treatment and improve machinability.
Foundry A produces ductile iron to a 65-45-12 specification. Melting is done in a 6,000-lb. medium-frequency induction furnace. A 1,200-lb. tundish ladle is used for magnesium treatment; 1.75% GloMag R6-8 magnesium ferrosilicon is added to a 1,000-lb. tundish ladle, and topped with 7 lbs. of cover steel. The standard post-inoculation practice consisted of adding 4.5 lbs. of Calsifer 75, a calcium-bearing 75% ferrosilicon. A K15 cast insert is used in each shell mold. Numerous attempts at using inoculant blends failed to eliminate carbides. The most successful combination of inoculants was found to be 3.0 lbs. of Calsifer 75, 3.5 lbs. of VP216, and 0.6 lbs. of Sphere-o-Dox that was used an inoculant enhancer. The occurrence of carbides in thin sections was dramatically reduced or eliminated only when Sphere-o-Dox was used.
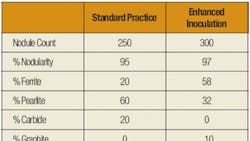
Table 1 compares the pertinent properties of the standard inoculant practice compared to using the modified practice that incorporates Sphere-o-Dox S as an inoculant enhancer.
The mechanical properties obtained from these same castings is shown in Table 2.
Both the microstructural and mechanical property improvements elicited very favorable results for the customer. In addition, elimination of the annealing cycle and improvement in machinability resulted in significant cost savings.
Foundry B is a high-production automotive foundry that became concerned about rare-earth metal availability and its subsequent effect on its rare earth-containing inoculant. A 4,500-lb. tundish ladle with 6% magnesium ferrosilicon is used for ductile iron production. The treated iron is transferred into unheated stopper rod pouring ladles where postinoculation was performed using 4 lbs. of a proprietary rareearth inoculant containing sulfur and oxide surface treatments.
After numerous qualification tests, which included indepth thermal analysis, pouring test castings that had both thin sections and an isolated heavy section prone to shrinkage, and fading tests, Foundry B made a complete change in their inoculation practice. Post inoculation is now done with 3 lbs. of foundry-grade, calcium-bearing ferrosilicon and 1 lb. of Sphere-o-Dox (used as an inoculant enhancer.) This combination of inoculants produced identical results to the more costly rare-earth inoculant.
Foundry B pours 400 tons per day and estimates it is saving over $8.00 per ton with the new inoculant procedure. On an annual basis, savings are estimated to be $750,000.
R.L. (Rod) Naro is the president of ASI International Ltd. Marc King is a metallurgist with Hiler Industries. David C. Williams is the vice president of technology with ASI International. Lenny Basaj is a metallurgist with MTI Technologies Inc. Visit www.asi-alloys.com
About the Author
Rod Naro
President
R.L. (Rod) Naro is the president of ASI International Ltd. Marc King is a metallurgist with Hiler Industries. David C. Williams is the vice president of technology with ASI International. Lenny Basaj is a metallurgist with MTI Technologies Inc. Visit www.asi-alloys.com