Coreless Induction Improves Efficiency, and Reduces Electricity
The melting of various ferrous metals in coreless induction furnaces has changed over the past 60 years. As the quality of the metallic charge constituents has steadily deteriorated, slag-related melting problems have become widespread issues. This has resulted in slower melting rates and less efficient use of the coreless induction furnaces.
The coreless induction furnace can best be described as a refractory-lined vessel with an electrically energized/current-carrying, water-cooled copper coil surrounding it. Electrical current in the coil forms an electromagnetic field, which generates enough thermal energy to melt the charge. The magnetic currents in the molten metal cause an intense stirring action, thus ensuring a homogenous liquid.
During the melting process, slags form and normally deposit along the upper portion of the lining or crucible walls, and above the active power coil. Though inevitable, the formation of slag in the melting of ferrous metals greatly hampers electrical efficiency. The cleanliness of the metallic charge, (consisting of sandencrusted gates and risers from the casting process or rust- and dirt-encrusted scrap), significantly affects the type of slag formed during the melting operation. Additional oxides or nonmetallic compounds are formed when liquid metal is treated with materials to remove impurities or to change the chemistry of the system (inoculation and nodulizing). Because these oxides and nonmetallics are not soluble in iron, they float in the liquid metal as an emulsion. This emulsion of slag particles remains stable if the molten iron is continuously agitated, such as in the magnetic stirring in coreless induction melting. Until the particle size of the nonmetallic increases to the point where buoyancy effects countervail the stirring action, the particle will remain suspended in the molten iron. When flotation effects become large enough, nonmetallics rise to the surface of the molten metal and agglomerate as slag. Once the nonmetallics coalesce into a floating mass atop the liquid metal they can be removed. Using fluxes accelerates these processes.
When slag makes contact with the refractory lining of a furnace wall that is colder than the melting point of the slag, the cooled slag adheres to the refractory lining. This adhering material is called buildup. High-melting point slags are especially prone to promoting buildup. If not prevented from forming or not removed as it forms, buildup will reduce the overall electrical efficiency due to increased wall thickness.
Loss of furnace capacity and resultant electrical inefficiencies associated with buildup is becoming a widespread problem. For example, in a 5-ton coreless induction furnace, it is not uncommon for slag buildup to accumulate to an overall thickness of 6 inches after melting for just a week. In this example, the furnace capacity is reduced to 4.5-tons. As buildup thickness increases, electrical inefficiency will likewise increase, resulting in greater kilowatts of usage.
Fluxes can help prevent slags and other insolubles from freezing on the cooler refractory surfaces. The use of a flux allows flotation of the emulsified oxides; it also reduces the melting point of the slag to below the lowest temperature encountered in the melting furnace.
Fluxes are widely used throughout the basic steel industry and their extensive use is considered a science. In the foundry industry, however, there has historically been a reluctance to use fluxes, mainly because iron foundry refractories are typically less robust than steel refractories. Further, improper use of fluxes can rapidly erode refractory furnace linings, especially if potent fluorspar- based fluxes are used.
EF40L fluxes overcome these deficiencies. In fact, some users of Redux EF40L have reported increased refractory life, often the result of reduced lining damage due to mechanical chipping required to remove tenacious slag deposits. The addition of 1 to 2 pounds of flux per ton of molten metal is sufficient to cleanse the metal, remove slag, and prevent buildup of insolubles on furnace walls.
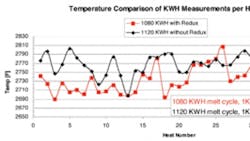
To achieve maximum effect on electrical efficiency, a continuous addition of a flux that maintains furnace wall thickness geometry is necessary. An example of electrical efficiency improvement resulting from a constant flux addition to the charge is illustrated in the accompanying graph.
Foundry T is a medium-sized foundry that manufactures gray iron and ductile iron castings. Daily production capacity averages 45 tons. It has historically experienced extensive slag buildup on the upper sidewalls of its two 2.5-ton medium frequency coreless induction furnaces. Each coreless furnace is lined with a silica dry vibratable refractory. During operation, this buildup reduced furnace capacity and increased kilowatt-hours per ton to melt each charge. In an effort to minimize slag buildup and prevent slag from accumulating in the cooler upper crucible zone, Foundry T had to increase heating to 2.770°F that required 1,120- kilowatt hours. On average, it took one kilowatt of power to increase temperature 2.473°F to attain this temperature.
By incorporating two pounds of EF40L flux to each 4,650-pound charge, an immediate improvement in buildup reduction was observed. More importantly, it now requires only one kilowatt of power to increase temperature 2,537°F. Further, because slag buildup was so greatly minimized, Foundry T has reduced their kilowatt-hours per ton from an average of 1,120 KWH to 1,080 KWH, a reduction of almost 4.0% (see accompanying graph).
Continuous additions of EF40 flux to Foundry T’s coreless induction furnaces resulted in the following improvements: reduced charge-bridging; clean refractory walls; reduced mechanical refractory damage; power consumption (KWH) has been reduced by almost 4%; consistent furnace capacities over the life of the refractory; refractory lining life has been extended largely because of reduced mechanical damage from buildup removal; and improved “electrical coupling” that increased the final melt cycle temperature.
John Torrance is v.p.-Manufacturing with Torrance Castings Inc. David C. Williams and R.L. Naro are with ASI International Ltd.
About the Author
Rod Naro
President
R.L. (Rod) Naro is the president of ASI International Ltd. Marc King is a metallurgist with Hiler Industries. David C. Williams is the vice president of technology with ASI International. Lenny Basaj is a metallurgist with MTI Technologies Inc. Visit www.asi-alloys.com