
Green sand systems require balancing clay and water ratios; maintaining consistency will help reduce many common defects. Water is a necessary detriment in green sand; it activates the clay that holds the grains together. Early studies classified water as Base Water and Evaporation Water. Recent studies further differentiate base water into temper water and free water. Results of a thermogravimetric analysis (TGA) of water behavior in sand mixes confirmed predictions but were not able to numerically measure free- to temper-water ratios. While quantifiable methods are lacking, precise water control, effective mulling, sand cooling, and early water introduction can optimize clay activation and reduce free water.
Historical classification of water
Bentonite clays are dry powders that are mulled with sand and water to produce green sand molds. Water plasticizes the clay that coats the sand grains and binds them together. Water also cools sand at elevated temperatures. Optimizing green sand performance is more complex than merely maximizing strength, permeability, and Compactability. Achieving proper clay and water ratios is essential to maintain desired properties and reduce scrap.
Other materials in green sand such as fines, seacoal and additives (both intended and unintended) can hold water. Due to unknown amounts of these materials, as well as variations such as pouring weight, sand-to-metal ratios, and molding machines, there isn’t a universal target number, ratio, or recipe applicable to every foundry.
Early studies classified water in green sand systems as Base Water and Evaporation Water. Evaporation Water being the water added to cool the sand prior to activating the clay. The amount of evaporation water required increases with rising temperature or drier air. The rest of the water is considered Base Water.
Foundries have different equations and factors for calculating the evaporation water needed. A foundry can calculate the water needed for every degree over 110°F, and as the sand temperature increases, the amount of water needed per degree increases. Currently foundries utilize Temperature Control Compactability (TCC) functions to measure the temperature and add the proper amount of Evaporation Water. It is important to periodically evaluate the performance of the TCC values and adjust as needed.
More recent studies further classified base water as temper water and free water. Temper water being the water held within the clay platelets. Whereas free water is water that is not bound in the clay and can be problematic, free water can cause penetration and surface defects, steam generation during pouring, and dimensional instability. Currently there is no accepted method to calculate and differentiate between free water and temper water.
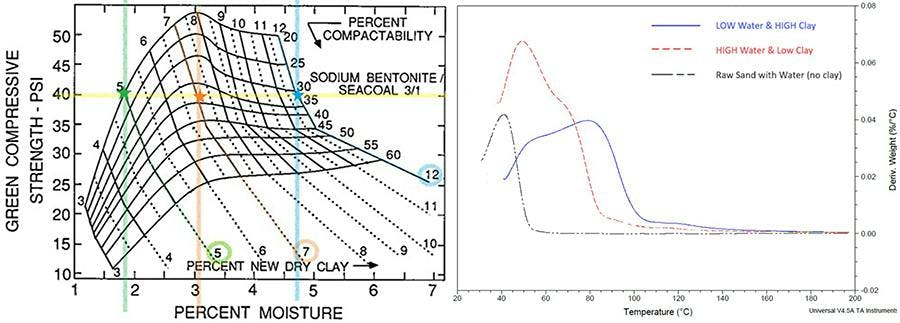
In 1989, R. Heine published a valuable chart on green sand (Figure 1) that illustrates the relationships between multiple sand parameters and Green Compression Strength (GCS). To achieve a 40 GCS (yellow line), the required moisture levels vary based on the amount of clay added, with more clay necessitating more water.
Examining three clay percentages – 5% (green), 7% (orange), and 12% (blue) – it is evident that the relationship between moisture and a 40 GCS is not linear. At 5% clay, approximately 1.8% moisture is needed, while 7% and 12% clay require around 3% moisture and over 4.5% moisture, respectively.
An alternative study involves plotting compactability against green compression strength, determining moisture levels for optimal green strengths by continuing to add water. Although additional moisture can enhance green strength, there is a point where further moisture diminishes its effect and lowers green strength.
Thermogravimetric study
Recently, a foundry supplier tested sand mixes on a thermogravimetric analysis (TGA.) Samples are placed in a crucible and subjected to a controlled temperature increase, and the mass of the sample is continuously monitored. This study evaluated the rate at which the water evaporated (assuming all mass loss was due to water evaporating). Narrow peaks indicate the weight is changing quickly. In theory the free water will evaporate faster/sooner, as there is no clay “holding” the water.
Samples included sand and water (no clay), sand mixed with high water and low clay, and sand mixed with low water and high clay. Theoretically, the sample with no clay would be 100% free water, as there is no clay to “hold” temper water. Sand with high clay and low water would have more temper water than free water, as most of the water would be held in the clay platelets. Low clay and high water would create an environment for free water, as there are not enough clay platelets to hold all the water.
Results and analysis
Figure 2 shows that the graphs aligned with expectations. The sample with only sand and water displayed a single, immediate “hump”, indicating that all the water was “free” and easily released. The high-water, low-clay sample (depicted by the red dotted line) exhibited an initial, substantial peak followed by a smaller one, suggesting the initial release of free water and subsequent release of temper water from the clay platelets. In contrast, the low-water, high-clay sample showed a delayed and higher peak, indicating a slower release of water.
Although the graphs confirmed predictions, quantifying the ratio of "free" to "temper" water remains a challenge, and using TGA equipment regularly on green sand samples is currently not feasible. It was also difficult to ensure a homogenous sample at the small size required by the TGA.
Best practices and recommendations
While there is no exact method for measuring the amount of free water and temper water, established practices can promote the activation of clay platelets instead of retaining free water. Precise control of water content, including accurately measuring moisture and controlling the water addition is essential — adding only the necessary amount to activate the clay.
Effective mulling is crucial for clay activation, necessitating proper maintenance of plows, wheels, and other equipment. The muller wheels need to be properly set. By setting the wheels to the recommended distance from the muller wall/floor, the wheels will compress the sand against the wall/floor. Plows are designed to move the sand into the path of the wheels, allowing the mulling action. Plows and wheels should be replaced when worn. The muller is designed to compress and shear the sand which provides the energy to activate the clay. It is critical that a foundry does not shorten the mull cycle below manufacturers’ recommendations. If the cycle is shortened, there may not be enough time to mull the water into the clay platelets.
Introducing a portion of the water early in the process can aid in reducing free water and enhancing temper water content. Additionally, a sand cooler not only facilitates early water introduction but also minimizes variations due to reducing the need for evaporation water, contributing to a more controlled and consistent process. Early water addition combined with a cooler with back blending of sand allows for optimal clay activation. Many foundries look at green sand properties as a ratio of the amount of moisture to look for changes that might point to less effective mulling.
The ability to classify and quantify the water in green sand will be crucial for optimizing green sand molding and achieving consistent, high-quality molds. The TGA Study provided valuable insights, but challenges still exist.
Michelle Ring is the Technical Services Manager with Simpson Technologies.
About the Author
Michelle Ring
Technical Services Manager, Ductile Iron Society
Michelle Ring is the technical director of the Ductile Iron Society. Contact her at LinkedIn.