Finding New Value in Lost Foam Casting

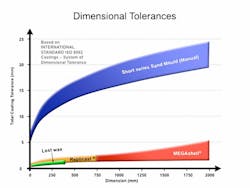
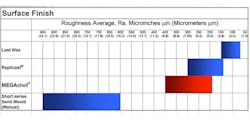
Castings Technology International (Cti), is a member-based R&D organization with capabilities in casting design, materials development and selection, specifications, manufacturing technologies, quality control, testing and performance. Several years ago, Cti developed the Replicast® process to mitigate the quality and machining problems associated with sand-molded steel castings, and to circumvent the carbon pick-up from the polystyrene pattern in the Lost Foam process that has such a detrimental effect on most steel casting grades. The aspiration was to achieve the high standards of integrity, surface finish and precision of the Lost Wax investment casting process, and for much larger and far heavier castings than can be made with the current Lost Wax technology. This was success was achieved by replacing the wax pattern used in the Lost Wax process with one made from polystyrene – a precise replica of the casting required by the customer – and on which a thin ceramic mold is produced in a like manner to the Lost Wax process.
Over the years, it has been proven time and again that the physical characteristics of polystyrene enable manufacturing costs to be reduced to a level competitive with sand molded castings; that the use of a replica pattern provides greater freedom in the design of the feeding system, thereby reducing shrinkage defects; and that the use of a fired, inert ceramic mold reduces sand inclusions and gas defects associated with resin bonded sand molds. These and other attributes enable higher as-cast integrity to be achieved reliably and consistently, resulting in more predictable and shorter lead times due to a substantial reduction in weld-repair — factors that are becoming of greater commercial significance with the tightening of acceptance standards following the Deepwater Horizon disaster, and the enforced customer acceptance of severe penalty clauses for late delivery or under-performance.
Weight and machining savings
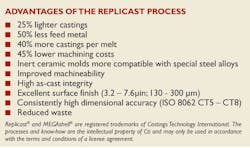
In the Replicast process, the polystyrene patterns are formed in aluminum dies, and in such a way that a high degree of accuracy is achieved that is consistent in the long term because no wear is experienced on the dies. This results in weight and machining savings that reduce finished-product costs significantly.
Many Replicast castings are being produced in high volumes by licensees of the technology around the world.
The benefits of the Replicast technology, particularly the reduction in machining and fewer problems encountered during machining operations compared with sand molded castings, provide a compelling case for vertically integrated operations — and this is particularly in evidence with pump manufacturers in developed nations and in low-cost countries, such as India, adopting the technology. It is noteworthy that recently a very small U.K. pump manufacturer (less than 30 employees) has invested in the process. Their Replicast manufacturing facilities are scheduled to come on stream early in the first quarter of 2013.
Replicast Ltd., a subsidiary trading entity of Cti, is currently producing about £2.5 million ($3.8 million) of severe-duty and safety-critical Replicast parts for sectors such as power generation, oil and gas, defense and rail-transport, and has retained the same global customer base for almost 20 years. The profits from Replicast Ltd, combined with income from licensing know-how, are necessary to maintain a market-relevant R&D program, now that Cti can no longer depend on public sector support. Indeed, over the past three years, Cti has sustained itself and its R&D activities on the income it has generated solely from the private sector. That it has succeeded in doing so is a measure of the company’s agility and resilience in adapting to circumstances where dependency on public sector support has become a high-risk strategy for a ‘member-based’ research-performing small and midsized enterprises.
Addressing tooling costs
The main drawback to Replicast is the high cost of aluminum tooling compared with wood patterns used for sand molding. This, combined with the fact that most of the volume production of steel castings has migrated to low-cost countries, reduces the Western demand for a technology such as Replicast. It is not surprising therefore, that the number of licensees and the increased interest in adopting the technology is more plentiful in countries such as India and China.
Most of the steel casting business that remains in the Western economies can be characterized generally by low volumes, high inspection standards, challenging alloys, and short lead times. For work orders like these sand molding is used almost universally, especially for large castings. To satisfy these market conditions, Cti has been evaluating the possibility of replacing a polystyrene pattern produced in a die with one machined from polystyrene, for economical production of low-volume, precision, high-integrity castings – customized with respect to design, alloy, contractions relevant to specific alloys, etc. The objective was to achieve all the benefits of Replicast, even for one-off production of steel castings.
Over the past two years, it has been proven that modern, high-speed 5-axis machining systems are ideally suited to the production of precision polystyrene patterns, large or small. To date, ceramic molds have been produced on numerous machined patterns up to a nominal maximum size of 2 x 2 x 2 m, with a target of 2.5 x 2.5 x 2.5 m within Cti’s sights. The point has been reached where just 10 coats of ceramic are used on even the largest of shell molds, and these have proved capable of enduring the thermal and mechanical stresses associated with pouring up to 2.5 metric tons of molten steel (the limit of Cti’s melting capacity.)
Developments are underway that are likely to reduce the number of coats from 10 to eight, resulting in lower costs, higher productivity and lighter molds. Indeed, a measure of the challenges faced in this development is the weight of such a shell mold, the largest so far being more than 300 kg.
Cti has had to overcome handling and other issues in order to bring this technology to a level of functionality and cost competitiveness that will ensure its adoption. The measure of progress toward this objective is the success in licensing the technology, registered as MEGAshell®, to five companies (one of which is using it to produce very large titanium castings. There are further discussions underway with a five more potential licensees.
Supplying ceramic molds
Soon, foundries in the U.K. will soon be able to take advantage of the MEGAshell technology by Cti supplying ceramic molds for them to pour, in the same way that Cti has provided a service to foundries by supplying vast numbers of rapidly printed precision sand molds and cores for more than six years. Thus far, nearly 100 large ceramic molds have been shipped more than 100 miles to a third-party foundry in the U.K., none of which have been damaged during transport or handling at the foundry. Also, all the molds made at Cti’s site on the Advanced Manufacturing Park in Rotherham have been transported by road to the company’s original site in Sheffield to be poured without any problem.

Siemens Industrial Turbomachinery Ltd., which manufactures industrial gas turbines in Lincoln, England, continues to play a vital role in the development of MEGAshell. In the context of commercial contracts, their design, procurement and production personnel have been supportive of Cti in ways that have driven progress faster and in a more disciplined way to meeting real market needs than would have happened in any other circumstances. The application of the MEGAshell technology to produce castings enables Siemens to verify and quantify the benefits, and to evaluate its competitiveness.
For Siemens, the headline points at this stage are that a considerable reduction in machining allowances can be achieved and that wall section thickness can be reduced, which together can lead to weight reductions of 30% or more. In addition, in components where gas flow is critical to the performance of the finished product, the improved surface finish and precision of form compared with sand cast parts can enhance operational performance. Further substantiation of the opportunities afforded by MEGAshell will result in proven products and the MEGAshell technology migrating into wider supply chains at minimized risk and cost.
Cti believes that similar gains could be realized in the manufacture of ‘specials’ in the valve sector. Collaboration with a valve producer similar to that with Siemens could reduce finished product and lifecycle costs, achieve enhanced product performance and reliability, and reduce environmental impact.
Mike Ashton is the chief executive of Castings Technology International (Cti), is a membership-based R&D organization with capabilities in casting design, materials development and selection, specifications, manufacturing technologies, quality control, testing and performance. Cti’s global membership includes metalcasters, casting industry suppliers, and casting users. For information on the Replicast® or MEGAshell® processes, visit www.castingstechnology.com, or contact the author at [email protected]