Three-Stage Process for Cooling Return Sand
Sand temperature decreases rapidly from flash cooling. As the sand approaches ambient temperature, more time and air flow is required since the rate of evaporation declines.
Integral screening (left) provides the highest amount of air around the surface area of the sand grain. Again, as the sand approaches ambient temperature (right), more air flow is needed to cool it.
Michael S. Didion, President & CEO, DIDION International Inc.
Hot sand problems can be eliminated by evaporating water from return sand. Such evaporative cooling is achieved by passing a counterflow of high-volume, low velocity air through a curtain of damp, hot sand. An effective and efficient way to accomplish this is to use a rotary drum.
If the molding system uses high sand-to-metal ratios, or if sufficient moisture is present in the return sand from excess prepared and/or spill sand, the only equipment required to cool the sand to near ambient temperature is a rotary sand blending/cooling drum with an integral sand screen.
In systems where the sand-to-metal ratio is low, such as 5:1, the sand temperature at the shakeout often will be 165° C (330° F). To provide your foundry with consistent, cooled sand necessary to produce world class castings (even in shops utilizing plastic tooling) three-stage sand cooling is a solution. This method is very effective in jobbing foundries using numerous patterns throughout the day with varying sand-to-metal ratios.
Three Stages
Flash Cooling -- The first stage involves the addition of water to all return sand that is heated to temperatures above 100° C (212° F) for flash cooling. A portion of the water turns to steam immediately, removing heat from the sand. The resulting sand temperature will be near 95° C (203° F). The proper amount of water to add must be calculated so that the moisture remaining after flash cooling is approximately 3 percent by weight. The moisture remaining will provide additional evaporative cooling in the next two stages.
Premixing -- The second stage takes place on the return sand conveyor belt. In this premixing stage, the moisture-laden top layer of sand on the conveyor is mixed with the bottom layer of sand, which contains less moisture. This is accomplished in an over-belt aerator that throws the sand grains through an air stream. The result is prehomogenization and a temperature reduction to 85° C (185° F).
Final Cooling - The third stage is the most demanding. As the sand temperature is lowered to ambient air temperature, more time and air volume through the sand is required to provide adequate cooling. A method of bringing the sand temperature down to 45° C (115° F) is by using a rotary sand blending/cooling/screening drum.
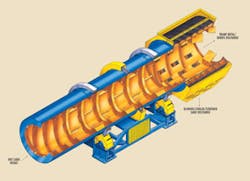
Sand Cooling Drum
In the first section of the drum, helical flights mix and homogenize the sand thoroughly. As the sand cascades downstream through the drum, counter-flow air evaporates the moisture and cools the sand. The back blending and intermixing within the drum blends the various zones of the mold and mixes in unpoured molds so the sand is consistent in temperature and moisture upon discharge. At the discharge end of the blending/cooling drum, a separate source of air is pulled counter flow through the sand screen. The result is a temperature drop through the drum of 40° C (70° F).
Lowering the sand temperature by 40° C (70° F) requires the removal of 33,500 joules/metric ton of sand (317,000 Btu). In a three-stage cooling system rated at 100 tph, an air flow of 12,000 cfm is required. As a rule of thumb, for every ton per hour of sand to be cooled, at least 100 cfm is required.
Another important calculation tells us that for every 1 percent of moisture that is evaporated from a sand mass, the temperature will be reduced by 27° C (48° F). The specific heat of air is 0.25 (0.018 Btu per cfm per °F). The latent heat of evaporation is 975 Btu/pound of water evaporated per minute.
Since the cooling takes place as the water evaporates from the sand, the drier the air, the more efficient the cooling. Dry air has an affinity for moisture. A good source of dry air can come from the casting cooling conveyor after shakeout.
Preconditioned Sand
Sand cooling drums are available in sizes from 10 to 1000 tph. The rotating action provides constant exposure of fresh surface area to the air flow to achieve the highest degree of sand cooling. The integral sand screen at the end, provides the greatest amount of air to the surface area of the sand grains.
In addition to efficient temperature reduction of hot return sand, three-stage cooling can provide the opportunity to pre-condition the return sand to consistent levels of temperature and moisture before it is supplied back to the mixing or mulling process.
The addition of water plays a critical role in preconditioning. The factors mentioned previously can be used to calculate the amount of water needed to achieve the desired temperature level and moisture content, when coupled with adequate low velocity air movement. The addition of water also helps control the amount of fines removed during the cooling process.
Summary
The three-stage evaporative cooling technique using a rotary blending/cooling drum is efficient and economical in homogenizing, cooling, and screening green return sand. The objective is to provide consistent, cool, and dust-free sand to the mixing station at a predetermined temperature and moisture content.
When preconditioned sand of consistent quality is supplied to the mulling station, the results include better molds, less scrap, better casting finish, and reduced time and labor in the finishing department.