Vibration Isolation, Through Balancing
Modern automated foundries rely heavily on material transport and process equipment to clean, cool, and sort castings after molding. No other type of equipment does this as effectively and affordably as vibratory processing equipment.
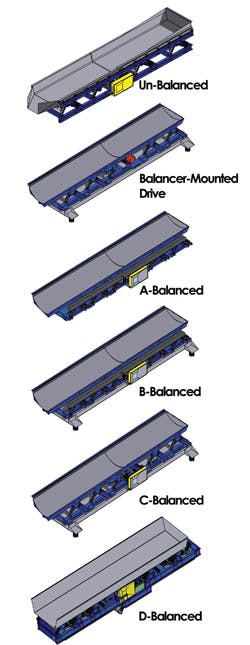
Vibratory equipment is designed to move material by generating reactive forces. To counteract reactive force, different styles of balancing can be employed to eliminate vibration into the surrounding ground or mounting structures. For decades, General Kinematics Corp. has been perfecting various types of balancing designs to eliminate reactive forces, including:
Unbalanced: When a substantial mounting structure or foundation exists, vibratory equipment can be operated without a counteractive force. Often, this is the most economical approach, but without a counteractive force the unbalanced forces of the vibration or trough motion create foundation loading or force to earth. Unbalanced vibratory devices typically are driven directly to the transport surface using an attached vibratory motor or drive system.
Balance-driven: Some manufacturers offer a vibratory design where a transport surface is mounted to a weighted frame through a reactor spring assembly, and the weighted base is isolated from the ground using isolation springs. The vibrating motor or drive on this type of conveyor is mounted to the balancer, and does not directly drive the transport surface. While economical to design, there are significant flaws in the physics of this method.
For one, the natural frequency of the suspension system is typically around 50% of the operating speed of the motor. If the motor speed is reduced to slow the conveyance of castings, this will cause the vibratory unit to approach the natural frequency of the suspension system, causing erratic operation and damage to the equipment and product. Another problem with this design is that it does not respond positively to significant changes in material weight, so the effect of balancing on this type of isolation is only 60-65% effective. This design is also more likely to dampen and lose convey-ability if the transport surface is overloaded with more material than can be compensated for by the drive system. General Kinematics does not recommend this type of vibratory conveyor for these reasons.
A-Balanced — “A” balanced conveyors typically have a counterpoise frame equal to the trough weight supported on the conveyor base by duplicate trough reactor assemblies, and are positively driven 180° out of phase with the transport surface. This results in an equal and opposite reaction along the rigidly mounted base of the conveyor.
B-Balanced — “B” ba l anc e d conveyors are similar to the “A” design, except that the entire conveyor is mounted on a floating spring - mounted sub-base for the ultimate in isolation efficiency. While this design is theoretically sound, it is often difficult to keep this unit in proper tune. By disconnecting the balancer drive arm, the balancer can run sympathetically, allowing better compensation for dynamic loading.
C-Balanced — A “C” balanced unit uses a weighted frame isolated from the mounting surface by springs. The base is significantly heavier than the weight of the transport surface above, and the heavier the base, the greater the isolation it provides. During operation, this weighted lower base runs 180° out of phase with the transport surface, counteracting the forces generated above. This design offers high isolation efficiency with maximum economy for many applications.
D-Balanced — A “D” balanced vibratory device is comprised primarily of two separate and distinct masses, one designed to carry material and the other designed to offset dynamic loads that would normally go into a structure. These two masses normally run 180° out of phase so that they cancel forces or minimize forces going to the earth. The design is different than other types of balanced conveyors in that the balancer reacts positively to material load, which changes the dynamic characteristics. This positive reaction more closely isolates or cancels the vibratory forces of the transport mass. This design is ideal for structures or situations with a poor or light grounding structure, and are 90- 96% efficient in eliminating vibration into the ground. In rare circumstances where absolutely no vibration transfer is acceptable, this design can also be isolated from the ground, and is the most effective balancing design available.
While there are many different ways to isolate the reactive forces generated by vibratory equipment, proper selection and implementation is the key to successfully reducing transmission of these forces into the ground. Often, choosing the correct balancing style depends upon machinery height requirements, the material load/type that is to be conveyed, and the distance the material has to travel on that device. Choosing a manufacturer that understands the nuances of vibration and balancing is paramount to a successful application of vibratory technology into your process.
Thomas P. Musschoot is the director of R&D/Marketing for General Kinematics Corp. Visit www.generalkinematics.com