Regenerating Sand and Respecting the Environment
Ecology is the main driver in the development of regeneration processes for spent foundry sand. Legislation tends to set increasingly restrictive limits on disposing of industrial waste.
In recent decades, various technologies have been developed for regenerating foundry sand, and some of these are well established now, especially mechanical recovery of the used sand coming from the no-bake forming process, as well as the thermal regeneration of cores, or no-bake sands.
New or regenerated sand is a standard production requirement; it must be accounted in the value of a finished casting. This is why the cost of sand must be minimized. We should start with an economic analysis to evaluate the need for a sand regeneration system.
Before it is regenerated, the waste sand must be classified and pre-treated in order to remove metal parts and foreign bodies. Moreover, the grain size of the product to be regenerated must be made homogeneous, by crushing and reducing the sand cores and lumps to an acceptable size (5 mm max.)
The classification and pre-treatment systems used are traditional and well established.
The thermal treatment of the sand used for the cores and/or no-bake process is a widespread practice. In particular, the sand used for coremaking and that used on the contact side in the no-bake process are regenerated thermally by using furnaces.
There are many manufacturers of thermal regeneration systems and, as a result, many calcination furnaces. The most common technology is called "fluid bed," in which the sand is mixed with fluidizing air, which serves also as calcination combustion air.
Moreover, the fluid bed principle is used for the sand cooler, very similar to that of the calcination furnace. It is also equipped with a water-cooling tube bundle that absorbs the heat released by the sand.
Fata Aluminum has been supplying foundry machinery for decades, designing plants and machines for gravity casting, decoring and runner cut-off machines, lost-foam casting process machines, and systems for regenerating foundry sand.
Three Levels of Treatment
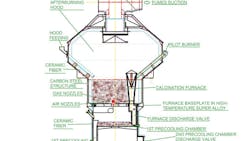
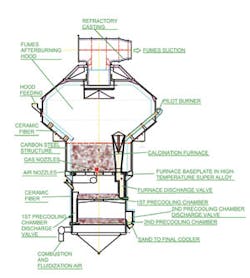
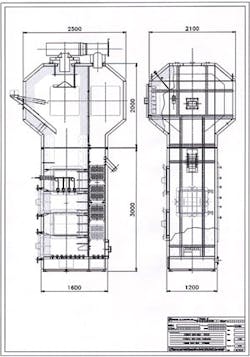
For high-volume production (between 7 and 12 mt/hr of sand), the Hot Rec system consists of a furnace with a base plate made of heat-resistant metal super-alloy and air-gas fluidization nozzles. A low thermal capacity isolating coating maintains the external carbon steel walls at a temperature below 60°C.
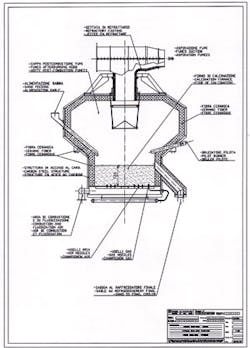
Above the furnace there is a hood, whose size is suitable for maintaining the gas for at least 4 seconds and allows the end of combustion.
Combustion is guaranteed by a pilot burner consisting of a flame indicator, which is always on for safety reasons. The gas system is equipped with all the devices required to guarantee safety.
The pre-cooler consists of a set of fluidization beds, through which the sand is cooled in counter-flow mode by the air heated at 500°C. This allows considerable energy savings.
The final cooler is made entirely of steel and based on the same principle of the fluidization bed, with the addition of the tube bundle.
For medium-volume production (between 2 and 7 mt/hr of sand), the Eco Rec system consists of a furnace with a base plate made of heat-resistant metal super-alloy and air-gas fluidization nozzles, similar to the furnace previously described. A heat exchanger is installed on the hot fume piping at the furnace outlet, and pre-heats the combustion air to 250°C, in counter-flow mode. The final cooler is made of steel and based on the same principle of the fluidization bed, with the addition of the tube bundle.
For low-volume production (between 1 and 2 mt/hr of sand), the Compact Rec system consists of a furnace with a base plate is made of heat-resistant metal super-alloy and air-gas fluidization nozzles. The sand does not move through the system according to gravity, but according to the concept of communicating vessels applied to the fluid bed: the sand inlet in the furnace has the same height as the cooled sand outlet. The system has a U-shape, in which the inlet column is used for regeneration, whereas the outlet column is used for cooling. Before entering the upper part of the regeneration side, the sand is heated at calcination temperature and then it descends toward the cooling section.
Comparable Sand Quality
While descending, the sand is pre-cooled by the furnace combustion air. Therefore, the combustion air is preheated to 250°C before it arrives at the calcination area.
• The final cooler is made of steel and based on the same principle as the fluidization bed, with the addition of the tube bundle.
The sand regenerated thermally has the following features (approximately):
• Fineness index: practically unchanged;
• Fines: (dia. £0.106 mm.), 0.5% max.
• Loss on ignition: 0.05% max.;
• Temperature after cooling: max. 10°c above the water inlet temperature in the cooler;
• Acid demand: variable, depending on the coremaking processes.;
• Sand yield: 95%, in the fraction having diameter greater than 0.12 mm.:
• Humidity: 0%.
Sand treated with the thermal system has the same features as new sand, and can replace the new sand for producing cores. In addition, the regenerated sand has an AFS value and a percentage of fines that are more constant if compared with new sand. This means a more stable process and constant percentage of resins to be used.
Fata Aluminum has been operating for decades in the foundry machinery market, designing plants and machines for gravity casting piston, cylinder heads, and engine blocks, etc.; complementary machines, like decoring and runner cut-off machines, lost-foam casting process machines, and systems for regenerating foundry sand.