Coreless Induction Furnace Top Cap: Rethinking the Final Layer of Your Lining

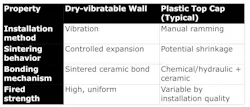
The top cap of a coreless induction furnace is one of the most mechanically abused and maintenance-intensive areas of the refractory lining. Advances in dry-vibratable refractory technology have improved working lining consistency and campaign life, but many foundries continue to install conventional rammed plastic materials at the furnace top cap. This creates a two-component lining system with differing installation methods, physical properties, and thermal behaviors.
This article examines the performance challenges associated with conventional plastic top caps, explores the technical basis for dry-vibratable alternatives, and presents case study examples where transitioning to a monolithic dry-vibratable top cap improved lining integrity and reduced maintenance. Comparative installation and performance considerations are discussed, along with opportunities for data-driven evaluation.
The role of the top cap
Coreless induction furnaces rely on a properly installed refractory lining to contain molten metal, resist chemical attack, and withstand mechanical and thermal stresses. A typical lining system consists of:
- A coil grout or ramming mix
- A mica slip plane
- A dry-vibratable refractory working lining
- A top cap or furnace rim structure (which prevents unbonded dry-vibratable refractory from falling out during operation)
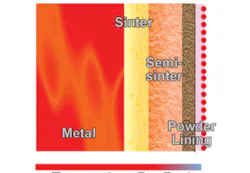
Modern foundry practice has largely standardized on dry-vibratable silica- or alumina-based refractories for the furnace working linings. These materials are installed via vibration around a metallic former, and sintered during initial heat-up to develop strength through partial fusion. However, historically the top cap has been treated differently. The top cap (plastic or rammable) was installed after the working lining was vibrated into place.
In those instances, a rammed plastic refractory would be placed and manually compacted with pneumatic rammers to form the top cap and spout. In many operations, this component functioned almost as a semi-sacrificial lining, requiring periodic patching due to mechanical impacts, thermal cycling extremes, and shrinkage-related separation. As working lining performance has improved, the top cap has increasingly become the weak link in the refractory system.
Mechanical and thermal stresses
The top cap is uniquely exposed to stresses not experienced uniformly throughout the furnace working lining:
Charging impact. Metallic charge materials - returns, pig iron, scrap, and alloys - strike the top cap during loading. Repeated impact causes localized damage, edge spalling, microcracking, and progressive material loss.
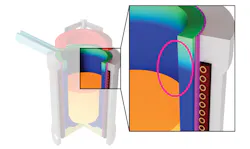
Thermal cycling. The furnace top cap experiences rapid thermal fluctuations due to lid opening, oxygen exposure, and the temperature gradients between molten bath, cooling effect of the coil and ambient air. Differential expansion between a sintered dry wall and an unsintered or differently-bonded plastic top cap can induce stress at the interface.
Shrinkage during sintering. Plastic refractories often rely on chemical or hydraulic bonding systems that may shrink during initial drying or heat-up. Shrinkage may create circumferential gaps, separation at the interface, and pathways for metal penetration. Metal penetration near the top cap significantly increases maintenance risks and can accelerate coil exposure if left unchecked.

Differential material behavior. When a dry-vibratable working lining is paired with a plastic top cap, the system becomes mechanically and thermally dissimilar. This mismatch can contribute to long-term interface instability.
Evolving toward a monolithic concept
Increasingly, modern foundries are pursuing a “monolithic lining concept” that aligns materials and installation practices to create a more uniform refractory structure.
Dry-vibratable top cap systems, such as:
- UNI-RAM® VR-670A Top Cap
- UNI-RAM® VR-807A Top Cap
are engineered to integrate with corresponding dry-vibratable working lining systems. Instead of forming a separate plastic component after the installation of the working lining is complete, the top cap becomes an extension of the vibrated and sintered lining.
Technical basis for dry-vibratable top caps
Sintered strength development. Dry-vibratable materials develop ceramic bonding during initial heat-up. Controlled expansion and particle packing contribute to higher hot modulus of rupture, improved abrasion resistance, and increased resistance to mechanical damage.
Controlled expansion during sintering. Dry-vibratable systems are engineered to expand slightly during sintering. This characteristic can compensate for minor installation voids, reduce shrinkage gap formation, and enhanced knit-in between working lining and top cap.
Plastic materials, by contrast, may shrink during initial curing, depending on formulation and heat-up procedure.
Thermal compatibility. Matching the chemistry between working lining and top cap improves the coefficient of thermal expansion alignment, thermal conductivity continuity, and hot face behavior consistency. When both components are composed of similar or compatible refractory technology, differential movement is minimized.
Metal penetration resistance. Properly sintered dry-vibratable materials develop a dense hot face. That reduced open porosity at operating temperature can improve resistance to oxide penetration, slag infiltration, and chemical attack at the top cap.
Installation considerations
Tooling and equipment. For foundries already operating coreless furnaces with dry-vibratable working linings, dry-vibratable top caps can be installed using existing vibration equipment, forking tools, and standard forming practices. This eliminates the need for separate pneumatic rammers commonly used for plastic placement.

Labor efficiency. Plastic installation typically requires a labor-intensive installation that requires the breaking and conditioning of the material, careful observation and control of the ramming density, and highly skilled craftsmen to avoid critical mistakes like laminations. Dry-vibratable installation follows the same principles as the working lining placement and can be executed by the same crews with the same tools. On average, foundries can save up to 50% of the installation time on the top cap portion of the working lining by installing a dry-vibratable option vs. traditional rammable plastic.
Knit-in practices. Proper forking and vibration at the interface helps ensure mechanical continuity between the working lining and top cap. Attention to interface cleaning, fork length, vibration amplitude, and complete uniform density are all critical factors for success.
When plastic remains appropriate
Plastic top caps continue to perform effectively in many foundries. The reasons for this include:
- Long-standing installation crew familiarity
- Established patching routines and frequency
- Acceptable wear rates
- Lower upfront material cost
If maintenance frequency is low and campaign life is unaffected, plastic remains a completely practical solution. The objective for adopting dry-vibratable top caps is not universal replacement but targeted improvement, where the top cap is a performance-limiting factor.
Case Study - Western U.S. Iron Foundry
Challenge: Frequent mechanical damage to a plastic top cap during heavy scrap charging. Maintenance crews patched the top cap multiple times per campaign.

Solution: Transition to UNI-RAM® VR-807A top cap, installed monolithically with existing dry-vibratable wall lining during a standard relining campaign.

Results: Following the installation of the new top cap, the iron foundry noted:
- Significant reduction in repair frequency
- Improved resistance to charging damage
- Full campaign completion without structural top cap failure
A comparison of mid-campaign repairs required:

Case Study - Midwestern U.S. Foundry
Challenge: Plastic top cap shrinkage during sintering resulted in separation at the working lining interface. This led to:
- Circumferential gap formation
- Localized metal penetration
- Unplanned maintenance intervention

Solution: Installed UNI-RAM® VR-670A Top Cap, properly vibrated and knitted into the dry wall lining.
Results: Following the installation of the new top cap, the foundry reported:
- No observable separation after sintering
- Matched thermal behavior between working lining and top cap
- Zero top cap-related downtime during campaign

Product options overview
UNI-RAM® VR-670A Top Cap is a proven performer across iron and steel applications, but it is particularly adapted for furnaces melting both gray and ductile iron. Balanced chemistry and high mechanical strength set this one apart. This option is also suitable for nonferrous alloys.
UNI-RAM® VR-807A Top Cap is a spinel-based top cap option with alternative chemistry tailored for specific slag or operating conditions. It is also suitable for use in nonferrous or low-temperature melting.
The choice of product depends upon:
- Metal type (gray iron, ductile iron, steel, nonferrous alloys)
- Slag chemistry
- Charging practice
- Furnace size
- Campaign targets
Economic considerations
Material cost per pound is only one variable. In operations where the top cap drives mid-campaign downtime, improved durability can outweigh material cost differences.
A full evaluation should consider:
- Installation labor hours
- Maintenance frequency
- Unplanned downtime
- Coil protection risk
- Campaign life consistency
As dry-vibratable technology has advanced, the logic of maintaining a dissimilar plastic top cap deserves reevaluation in certain operations. A monolithic dry-vibratable system offers:
- Improved structural unity
- Reduced shrinkage-related separation
- Higher fired strength
- Labor simplification
- Potential reduction in maintenance frequency
Plastic remains a valid solution where performance is acceptable. However, in furnaces where the top cap is the recurring weak point, aligning the top cap with the refractory working lining under a unified dry-vibratable approach can enhance lining integrity and operational stability.
Next steps
A proper evaluation should include:
- Review of current maintenance logs
- Inspection of spent lining interfaces
- Installation practice assessment
- Comparative material testing
Data-driven trials, including side-by-side furnace comparisons, offer the clearest path to determining suitability.
United Refractories technicians are available to assist in designing a comprehensive evaluation to determine whether UNI-RAM® VR-670A Top Cap or UNI-RAM® VR-807A Top Cap can strengthen an overall refractory lining program.
About the Author
Brent Buchcuski
Vice President of Business Development
Brent Buchcuski is Vice President of Business Development with United Refractories Co.
Shaun Hale
Vice President Technical Sales
Shaun Hale is Vice President Technical Sales with United Refractories Co.