How to Improve on Classic Inoculation in Cast Irons

In the production of gray and ductile irons, the development of the proper graphite shape is essential for meeting required physical requirements. To achieve the desired graphitization and shape, it is mandatory to have “seeds”(nuclei) in the molten iron to provide for the starting points for graphitization.
Inoculants for gray and ductile irons are almost always, without exception, based on ferrosilicon. It is the base ingredient to which Group II and IIIA elements in the Periodic Table of Elements are added (most notably calcium, strontium, barium, titanium, zirconium, and rare earths.) However, there is a finite limit as well as an economic limit to the amounts of these elements that can be added. Group II and IIIA elements can and will react with dissolved oxygen and sulfur to varying degrees to form atomic clusters of oxy-sulfide particles that have a similar crystalline structure to graphite. These surfaces greatly assist in graphite nucleation and prevent undercooling (leading to carbides and poor graphite shape.) This is achieved via a ferrosilicon-based alloy of a specific sizing for ideal dissolution into molten iron. Typical additions of inoculants will range from 0.05 to 1.0% total, but ideal addition rates are determined by experience. However, paying more attention to final sulfur and oxygen levels within the melt has proven to offer improved inoculation results, such as higher nodule counts in ductile iron, or higher eutectic cell count in gray iron.
The effectiveness of all inoculants is directly related to the dissolved levels of sulfur and oxygen in the molten irons. It has been demonstrated by numerous investigators that
high-purity ferrosilicon containing no Group II or IIIA elements is not effective in inoculating gray or ductile irons. The dissolved levels of sulfur and oxygen inherent in molten iron often determine the effectiveness of conventional inoculants. If sufficient levels of sulfur and/or oxygen are not present, then the number of substrate particles is reduced significantly. Since it is difficult and if not impossible to manufacture a smelted ferrosilicon that contains controlled levels of sulfur and oxygen, the only alternative is to add sulfur and oxygen during the inoculation process.
With proper inoculation, foundries can avoid casting defects such as carbides, chill, shrink, or chunky graphite. But, depending on section thickness, any of these defects can reoccur much later in the solidification process. This may require another later inoculation step as insurance. What can be done to improve the classic inoculation using calcium-bearing 75% ferrosilicon?
The Influence of Sulfur in Molten Iron — For effective inoculation, the amount of sulfur and dissolved oxygen in the molten metal will affect the inoculation. Numerous studies have evaluated the effectiveness of sulfur contributions to iron inoculation to reduce chill tendency/carbide formation. Whether using barium, calcium, aluminum, rare earth metals, strontium, titanium, all investigators have established that sulfur’s role in iron inoculation is critical.
Ideally for gray iron, the final sulfur range can be 0.05-0.12%. If gray iron sulfur is low, the flake development and sizing may be less, affecting the mechanical properties directly and could cause carbides/chill depending on section size.
For treated ductile Iron, the final sulfur range should be 0.007-0.015%. With lower sulfur content, fewer nodules will form/less carbon will precipitate, leading to increased shrinkage defects. It has been proven that there is a need to keep sulfur within the molten metal before solidification, at the prescribed ranges, to maximize the benefits of good inoculation. What can be done?

Ductile Iron Inoculation — The following is a real life example of a foundry that struggled with sporadic carbides on a ductile iron ASTM grade A536, 65-45-12, casting. The base iron was melted in two medium-frequency coreless induction furnaces. The treatment ladles were 700-lb tundish ladles, with side pocket for the 6% Mg FeSi alloy. Each treatment was split into two 350-lb pouring ladles using 0.42% calcium-bearing 75% FeSi into the stream during filling.
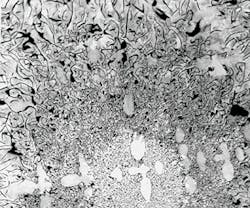
Figure 1 shows a microstructure of treated ductile iron with a standard calcium bearing 75% FeSi inoculant addition to the stream of pouring ladle. (100X magnification) The final sulfur content was 0.006% with a magnesium content of 0.037%.


Figure 2 shows microstructures of similar treated ductile iron from a 350-lb pouring ladle with the exact amount of standard 75% FeSi and another 0.02% addition of oxy-sulfide inoculant enhancer to the stream filling the ladle. (100X magnification, unetched and etched.) Final sulfur content was 0.010% and magnesium content is 0.040%. There is desirable bulls-eye ferrite and pearlite in the matrix, and a myriad of different-sized graphite nodules dispersed throughout the iron. This is shown by comparing the photomicrographs in Figure 1 to Figure 2. The resulting mechanical properties from the ductile iron in Figure 2, showed no loss of yield or tensile strength while gaining on percentage of elongation. This is especially critical in the challenge to meet elongation properties for the higher-strength ductile irons, such as 80-55-06, or the 100-70-03 grades.
Gray Iron Inoculation — The photomicrographs shown in Figure 3 were part of a 1970 AFS-sponsored research project (J.F. Wallace and R. Naro) describing the effects of “Minor Elements in Gray Iron.” In this report, it described the further effect of increasing sulfur as related to manganese, rare earth metals, etc, to prove the beneficial contribution of sulfur as related to increased eutectic cell count. Also, the flake size would increase as the sulfur content was raised for a given amount of manganese in the iron.

An example of improved gray iron inoculation, Foundry X was pouring Class 30 gray iron. They added a 0.02% separate addition of the inoculant enhancer (increasing sulfur from 0.03 to 0.06 final) to the existing 0.30% addition of Ca-containing ferrosilicon-based inoculant. The results were improved eutectic cell count and chill tendency was eliminated. Mechanical properties remained unaffected.
Whether increasing eutectic cell count in gray iron, or increasing the diverse nodule distribution and count in treated ductile iron, sulfur is not the only element to control for good microstructure in gray or ductile iron. As mentioned earlier, the presence of oxygen will dramatically affect the “seeds” of nucleation. I. Riposan had often described the formation of manganese oxide silicates for gray iron, or the various oxides of Ca, Mg, rare earth metals, Ba, etc., for seeds for graphite nodularization for ductile iron, late oxygen additions have proven effective to increase nodule count. The inoculant enhancer as described earlier also contains dissolved oxygen levels to help accommodate this need.
When using the sulfur-containing inoculant enhancer, incremental amounts of separate additions in the post-inoculation stage seemed to give excellent results whether for gray or treated ductile iron. The key is to determine the critical amount that will act as a supplement to the current calcium-bearing inoculation practice. Having consistent base sulfur in the iron before inoculation will help to determine the final sulfur needed. The inherent amount of oxygen with the booster will further assist in the development of the oxide seeds for nucleation.
Rod Naro is president and CEO, and David C. Williams is v.p. - Technology of ASI International Ltd.
About the Author
Rod Naro
President
R.L. (Rod) Naro is the president of ASI International Ltd. Marc King is a metallurgist with Hiler Industries. David C. Williams is the vice president of technology with ASI International. Lenny Basaj is a metallurgist with MTI Technologies Inc. Visit www.asi-alloys.com