Entry-Level, Continuous Through-Feed Shot Blast Machine
WHEELABRATOR is expanding its CT range of continuous through-feed shot blast machines with the introduction of a new, entry-level model. The CT-2-45/7-430 was designed specifically as a flexible and cost-effective model, well-suited to foundries and other parts manufacturers looking for automation, integration, and high quality.
The entry-level version was developed by simplifying a proven design down to a solid basic version that can be customized with a range of optional features. The drum, with its smaller diameter, is single-walled and the number of blast wheels available is fixed at two. This means the machine is best suited to processing smaller parts or smaller quantities of larger parts (up to 700 mm diameter).
The new model is the first new machine to feature Wheelabrator’s COMET HD blast wheel as standard (with other wheel options available.)
“We have been evolving our CT range over the past 40 years and it continues to be a highly popular machine type for high-tech, high-volume production in foundries and forges around the world," according to Viktor Lussi of the Wheelabrator Technology Centre.
“With the CT-2-45/7-430, we’re responding to demand for integration-ready machines from customers who are new to the CT range. As for all our heavy-duty machines and for our new COMET HD wheel, reliability, durability and ease of maintenance were key considerations when designing our new addition to the CT family.”
The CT range offers continuous, automated and flexible blast-cleaning of tumble-proof parts, such as castings and forgings, and is suited to integrated, high-volume production and mixed product runs. For the operators, this means efficient cleaning with minimal space and storage requirements, short transport distances, and little or no need for manual handling of parts.
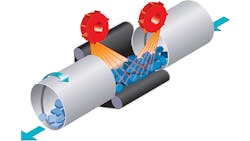
The centerpiece of all CT machines is a continuous apron conveyor that reliably tumbles parts for all-round blast coverage.
The blast wheels are arranged to cover the width of the apron conveyor, pointing directly into the ‘apron’, where the parts are being tumbled along. Blast intensity is controlled by varying the part throughput rate.
Exposure of the workpiece to the abrasive stream is controlled by the volume of castings, resulting in the best possible cleaning effect and minimal wear on machine components and abrasive. Barrel rotation speed and abrasive throughput are electronically controlled, based on preprogrammed parameters.
Learn more at www.wheelabratorgroup.com