Rotary Media Drums Improve the Environment, Casting Cleaning, and Profits

If you need to clean up your casting operation and increase your profit margin at the same time, start at the areas that generate the most airborne silica dust. The primary source of dust is the vibrating shakeout and sand carryover, along with the sand still attached to the castings after shakeout.

When a green-sand mold is dumped onto a conventional vibrating shakeout, a large amount of fine silica dust is released into the workplace. It is difficult to capture all the steam laden with silica dust due to the amount of open area, so the foundry environment becomes dirty.
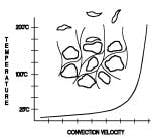
The amount that is released is directly related to the sand temperature at shakeout. When the average sand temperature exceeds 100°C, convection currents carry silica dust into the foundry atmosphere. The higher the sand temperature at shakeout, the greater will be the convection current velocity and the amount of steam and dust released.
With a sand-to-metal ratio lower than 6.9:1, the average sand temperature will exceed 100°C. The convection current velocity increases significantly from 100°to 200°C.
The heat-affected zone of the mold is the area where the molten metal comes into direct contact with the sand grains (mold face.) As the sand expands in this zone, internal stresses cause weak grains to fracture. Because sand quality varies around the world, the source of supply directly affects the volume of fines generated from both mechanical and thermal aspects.
Another important calculation tells us that for every kilo of metal poured into the mold,
15% by weight of new sand should be added to replenish the losses and keep the sand system in balance. Because the amount of cores may vary from job to job, using core sand as new sand additions can be a hit-or-miss method unless it is separated from the green sand and then metered back in at a given rate.

Controlling Airborne Sand — The second source of airborne silica dust is sand still attached to the castings after shakeout (in pockets, cavities, and corners). As heat from the metal drives out the moisture, the loose sand falls off and contaminates downstream operations. Workers in cleaning, finishing, and melting departments are exposed to silica dust.
Dust is also generated when these “sandy” castings are shot-blasted. The sand that goes into the shot-blast system contributes to wear on the equipment, but it also degrades and adds to the waste stream. This translates into increasing
sand-disposal costs. The sandy returns that go back to remelt without being shotblasted, lower the melting efficiency and increase the volume of slag, the need for slag handling, and slag-disposal costs.
Didion innovations in sand-casting separation and cleaning have helped foundries in their determination to make their operations cleaner, and to lower operating and labor costs. These innovations have led foundries to achieve hundreds of thousands of dollars in annual savings.
Multi-purpose, single-step — The Didion® Mark 5 Series Rotary Media Drum is a patented design that performs shakeout, sand conditioning, double sand screening, casting cleaning, and casting cooling in a single efficient step. Foundries stay much cleaner because airborne silica dust declines, and it offers the lowest operating cost-per-ton of any comparable package available to the global foundry community. Didion projects that combining these processes will cut operating costs by $40-80 per ton.
Foundries benefit in a number of ways, including: less capital equipment to purchase; less floor space occupied; much lower energy costs; less maintenance time and cost; lower shot consumption; fewer replacement parts; cleaner working conditions; and cleaner returns to remelt, which reduces slag build-up.
The Mark 5 Series streamlines production with cool and clean castings going directly to the finishing department. Return sand is blended and conditioned, so it is consistent in temperature and moisture content, and provides better control at a mixer. Sand stays in the system where it belongs, so the foundry stays cleaner.
Dust collection is highly efficient thanks to the drum’s small, open area. It requires 75% less dust collection than a vibrating shakeout rated at the same capacity. Counterflow air eliminates fugitive dust from escaping, protecting workers from airborne silica dust.
Many foundries shot-blast their castings twice: first to pre-clean the castings and returns; then, after casting grinding, to blend in the grinding marks. Because the Mark 5 also cleans the castings, the first shot blast step can be eliminated. Gates, runners, and sprue are often removed in the Didion system, so there’s no manual labor involved and the clean returns go directly to remelt.
Didion calls this the first and only shakeout system that separates core sand from green sand, and discharges each independently at separate points. This novel feature is popular among high-volume automotive foundries with heavilyy cored work, which must meter only 15% core sand back to the green sand system.
These variable-speed machines allow foundry operators to control the action. The media bed protects nonferrous and fragile castings while cleaning and cooling them. And, custom lining configurations are available for aluminum, brass, malleable gray, ductile, and steel castings. Successful installations include systems for green-sand, shell, no-bake, and lost-foam foundries.
Contact Mark Didion for more information, or visit Didion International at www.didion.com