Reexamining Shakeout to Control Time, Temperature

Shaking out castings is done in different ways, according to a foundry’s specific molding operation, and mold cooling may require hours or even days for batch production and larger castings. There is much to be learned about the process: In general, shakeout timing is not calculated, and it is determined mainly by older, experienced employees using very safe operating practices (i.e., a long time.)
What happens during the shakeout? First, the cast iron in the mold will transform its structure from austenite to ferrite (or pearlite, bainite or martensite.) This initiates a transformation stress. The amount of stress depends on the final structure: transforming to martensite leads to the highest stress; transforming to ferrite to the lowest stress level. Austenitic materials have no transformation and will not suffer from transformation stress.
Second, the casting will suffer from thermal stress. Thermal stress is directly related to the temperature difference between casting sections. This temperature difference may exist in areas with different section thickness, and in areas subject to non-homogeneous cooling (localized cold air stream, part of the casting still in sand, etc.)
These two stresses will combine, and if the total stress exceeds the tensile strength of the material, at each temperature between start of shakeout and room temperature cracks will form and (in the worst case) fracture may happen.
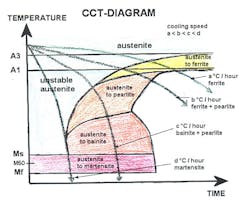
But, for the casting, what is the difference between shakeout and heat treatment cooling? Only that the heat treatment cooling is set up by using the Continuous Cooling Transformation (CCT) diagrams of the material involved, and controlled in order to get the correct structure (cooling rate) without cracks or fracture (homogeneous cooling, whatever the cooling rate, all over the casting.) Why cannot this be done for shakeout cooling?
Materials that need no heat treatment (according to the international standards) to achieve their final structure and mechanical properties are gray, ductile, and compacted graphite iron. The structure is the result of the alloying elements and the cooling rate.
If the shakeout is done (concerning temperature and cooling rate) so that the CCT-diagram shows the obtaining of the required structure, there will be no problem.
Ferritic iron should cool slowly to 650°C (austenite is fully transformed to ferrite) and can be cooled quickly below that temperature (shaken out) without any influence on the structure. Depending on the shape/section complexity and the customer requirements, stress relief may be required.
Pearlitic iron should be cooled quickly below the Ac3-temperature (which is mostly above 800°C) to avoid the ferrite formation. The shakeout cooling should be similar to the heat treatment cooling, which in this case is air cooling.
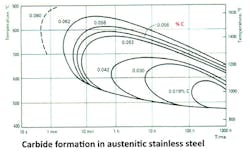
Austenitic ductile iron (Ni-resist grades) should cool quickly through the temperature zone of 700 to 550°C. In this zone the carbides are formed and these carbides will require a high temperature and extended time on temperature to dissolve properly. In this case, cooling in the mold is not the best approach.
These observations are valuable for steels as well, with the further note that the achieved strength after pouring is lower than the required strength due to the dendritic solidification. This will set the maximum thermal stress (due to cooling by shakeout.) But, the formed stresses will be removed by the next required heat treatment (normalizing, quench and tempering, etc.)
For high-alloy steels, it can be better to get a ferritic structure (or at least the lowest possible hardness) for removing gates, risers, and cleaning the casting in general. Then, the final required structure is obtained by the required heat treatment.
In case of austenitic stainless steel, why shall we not shakeout at 1,000°C and even apply water cooling?
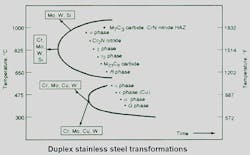
In the case of duplex stainless steel, slow cooling can initiate even more unwanted components (besides carbides.)
It is certainly true that foundry operators should use their knowledge of CCT-diagrams to choose the most efficient shakeout conditions. And it costs nothing to apply this knowledge! How many opportunities are there to increase efficiency, and decrease the costs, without investment?
If the shakeout is done at higher temperatures, there will be fewer molds cooling in the shop. This requires less space and will decrease the Work In Progress (WIP), reducing the production cost by shortening lead times.
Lean manufacturing, or world-class manufacturing, is considered the industrial standard for organizing and managing production. If the shakeout can contribute so easily to such targets, why do not more foundries apply better shakeout procedures? Why should foundries always be the last ones to apply new and better techniques?
Staf Henderieckx is an engineer and international consultant with Gietech B.V., with over 45 years of practical experience in metalcasting, forging, and related industrial operations, specializing in issues involving process control, problem solving, auditing and inspection. Contact [email protected], or visit www.gietech.be