Advanced Centrifugal Casting for Complex Geometries

Metalcasters seeking a no bake process that offers excellent material properties with reduced scrap rates and a relatively low capital investment should take a close look at developments in centrifugal casting. Recent advancements in the centrifugal casting process make it an ideal choice, especially for reducing the cost of complex castings versus traditional conventional casting processes. With this new process, molten metal is introduced into the cavity by combining gravity feed and centrifugal force feed using a variable-speed rotating turntable under electronic control. The centrifugal force is controlled, making it substantially more consistent until the metal has solidified.

This is accomplished by controlling the ramp-up acceleration of the turntable where rotational velocity is a time-dependent function of rotational radius and molten metal mass, taking into account the flow rate and cooling rate of the liquid. This allows the centrifugal casting process to produce castings with more complex geometries —which is a challenge with traditional centrifugal casting processes.
There are many benefits to using this improved centrifugal casting process for complex cast components, including:
Energy Efficiency — This process significantly improves energy efficiency, reduces waste, and minimizes the need for risers and may eliminate vents through a process that uses both gravity feed and centrifugal force feed, to very accurately control the flow of the molten metal into the mold cavity. It also minimizes the amount of metal remaining in the sprue when the metal cools. The riser can be of minimal size thereby minimizing waste.

Improves Yield — A conventional ferrous sand casting process will yield approximately 65 lb. of finished product for every 100 lb. of metal poured (65% efficiency / or yield.) This improved centrifugal process will yield approximately 85 lb. of finished product for every 100 lb. of metal poured (85% efficiency/ yield.)
Eliminates Venting — Because the molten metal is introduced under controlled conditions, it is possible to fill most mold cavities that would otherwise necessitate a vent. This lessens assembly labor requirements as well as lowering cleaning room time and improving yield.
Reduces Waste — The controlled influx technique allows the mold cavity to be filled at a rate that does not damage or degrade the mold walls, to ensure the entire cavity is filled before the metal starts to solidify regardless of configuration, in a controlled quantity that leaves very little excess material that will need to be removed.
Higher Quality — The controlled influx technique advantageously keeps the majority of the heat at the ingate. When the ingate is designed with a riser, the riser is heated with the metal flowing into the mold making the riser size requirements less than in traditional static single gravity technique.

This heated riser process, in addition to the pressurization of the riser from centrifugal force allows for smaller risers that improve yield, lower cleaning room time since attachments are smaller, simpler gating design, more quantifiable solidification modeling, etc.
The controlled influx technique advantageously places the hot spot of the cooling metal at ingate so that any product shrinkage that occurs when the metal finally solidifies will occur at the ingate, and thus in the sprue and/or riser to be removed.
Significant Green Advantages
There are significant green advantages to using an advanced centrifugal casting process to produce cast components, including:
• Reduced energy throughout the melting and holding process. This new process requires 40-60% less molten material to make parts that meet specification.
• Lower volume of molten materials required to make parts.
• Reduced sand requirements to construct molds, and the sand processes employed are more highly recyclable than current industry standard processes.
• Better material usage, which means less scrap.
• Less grinding required due to less flash and smaller parting lines. And,
• Better surface finish, as no-bake fine grain sand is used.
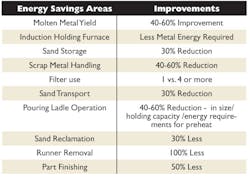
The anticipate energy savings are listed in Table 1.
All foundries working with complex geometries are looking for ways to decrease waste, improve yield, reduce sand requirements, and improve energy efficiency. They should investigate the possibilities that follow from this improved centrifugal process. The limitations on it have been lifted (with significant improved prospects) following these recent advancements in a more controlled process.
This centrifugal process greatly improves the filling of molds with complex geometries including thin sections and thick-to-thin transitions over short distances. Complete filling of even the most complex configurations is virtually guaranteed regardless of alloy and shape
William Basso is a partner in Gravcentri Casting Solutions LLC, which develops horizontal, speed-controlled centrifugal casting technologies. Learn more at www.gravcentri.com