Mitigating the Effect of OSHA’s Silica Rule

Sand casting foundries face a particular environmental health risk concerning airborne silica: the sand that is their medium for forming parts is the source of a dangerous toxin, one that the U.S. Occupational Health and Safety Administration (OSHA) asserts may cause lung cancer, silicosis, chronic obstructive pulmonary disease and kidney disease in workers. After decades of consideration and discussion, in March 2016 OSHA issued a final rule to minimize workers’ exposure to respirable crystalline silica.
The rule became effective on June 23, 2016, but most of its components will not be enforced until June 23, 2018. That means sand-casting foundries have 12 months to achieve compliance. Achieving that compliance requires a strategy, a strategy that properly identifies a foundry’s exposure to airborne silica and anticipates how the risk can be properly contained.
The critical insight that will mitigate a foundry’s risk is that OSHA’s new rule is written as a “performance-based standard”, meaning that OSHA expects industrial operations to make all feasible efforts to reduce workers’ silica exposures. However, the means of compliance are not specifically detailed.
Following that point are two facts that define compliance with the new OSHA standard: The Action Level (the level of airborne silica that requires medical surveillance, increased industrial hygiene monitoring, or biological monitoring) is 25 µg/m³; the Personal Exposure Limit (PEL) is 50 µg/m³.
The one-year window now remaining is a critical period for foundries to assess their risks and take steps to achieve compliance with the new OSHA standard. .
There are some immediate problems to be addressed. First, they must recognize that the new workplace silica PEL is half that of the previous standard, and many of these operations have struggled to comply with the previous PEL. Next, they must recognize that new standard prohibits most forms of compressed-air cleanup and dry sweeping, activities that are used extensively now to contain airborne silica in metalcasting operations.
Also, the new standard requires metalcasters to prove that they have implemented all feasible engineering and work practice controls to reduce silica exposure to employees.
Real Possibilities
It is possible to achieve compliance with the new OSHA standard. A comprehensive sampling, mapping and auditing process (such as the approach we have developed and applied) takes about three months to implement, from start to finish. This is just the data-gathering and recommendation phase of compliance.
Next, the foundry must implement the recommendations developed in that process. Many of these recommendations typically will be in-house projects — housekeeping and maintenance — with very quick implementation times.
However, the study may determine that engineering solutions are feasible or that there is a need for additional make-up air or additional dust collection. In cases that call for adopting new equipment to contain airborne silica, the lead-time could be six or more months for procurement and installation.
Keramida Inc. has developed a specific, comprehensive approach to help metalcasting operations achieve compliance with the new OSHA standard. Traditional evaluation of silica exposure has been based on employee sampling. The problem with this is that the new standard sets employee exposure limits but also requires the operators to implement “all feasible engineering and work practice controls” prior to resorting to personal protective equipment (PPE.)
The problem with traditional employee sampling methodology is that it does not reveal the location for the sources of respirable silica. Nor does it indicate where the respirable silica is moving throughout the plant.
Keep in mind, respirable silica is the tiny stuff (10 microns and smaller): it “floats” through the plant. The requirement to apply all feasible engineering work and work practice controls before relying on PPE is one of the greatest hurdles that metalcasting operations face. They need to determine what is feasible, technologically, economically, and so on.
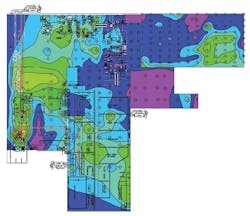
What Keramida has done is to develop a sampling method that allows us to gather many hundreds of data points within a facility, and literally “map” the areas that are potential silica sources or silica gathering points. The result resembles a heat map or a contour map of the facility, showing areas (and levels) of respirable silica concentration in relation to equipment, processes, etc. Then, this information is used to audit the facility, focusing on the source areas identified by the mapping.
The audit identifies potential source reduction opportunities. Whereas Keramida has extensive metalcasting industry experience and a firm base of knowledge of silica, this approach to compliance requires the expertise that only a foundry-focused engineering firm could provide. Recently, Keramida formed a partnership with Foundry Solutions & Design LLC to accomplish that.
Neither Keramida nor FS&D are equipment suppliers or vendors. We are not affiliated with any particular manufacturers. Because of that independence, we are able to provide our clients with unbiased recommendations that consider technological and financial feasibility. Utilizing existing equipment or processes to achieve compliance is always preferred over installing new equipment
Gathering data is only half of the project to achieve OSHA compliance. A foundry’s “return on investment” will come when the data is applied in a way that creates improvement. By partnering with FS&D we can offer silica-source reduction opportunities that tie into overall foundry improvement plans. Our recommendations may indicate significant engineering work, including drawings, plans and equipment evaluations.
Our mission is to assist metalcasting operations to comply with the new standard in the most cost-effective and sustainable way. Employee monitoring often results in corrective actions that do not reduce silica-exposure levels. We have multiple examples of major projects undertaken to relocate work activities or add dust collection that have incurred very large expenses, without silica exposure reduction – essentially solving the wrong problem. Our goal is to help to reduce airborne silica levels to the lowest feasible levels, and to provide the data and other documentation to show compliance.
Since OSHA has put the responsibility on the metalcasters to show the feasibility of their compliance programs, we believe that engaging EHS and engineering professionals that have combined centuries of metalcasting experience is one of the best available methods for compliance. The benefit is twofold: First, it strengthens the client’s assertion that it is doing everything feasible. Second, because this approach is focused on both comprehensive analysis and client economics, we believe that the client receives value far beyond the capital cost of the project.
Get With the Program
The Silica-Reduction Program developed by Keramida with FS&D is a five-step process that starts with determining the baseline silica-exposure levels. This involves multiple methods of sampling, conducted over one to three days, and collecting hundreds of data points. Some of the samples are collected on media cassettes and submitted to a laboratory for very precise analysis.
During this step, employee sampling also can be done, if requested, in order to show improvement later. We generally recommend this step only if a client has not done employee sampling within the previous three to four years. When the lab results are received (generally one to two weeks after the site visit) a comprehensive analysis of all data is conducted.
The site is divided into silica concentration zones and the map is created. This analysis and mapping generally takes another five to eight days. This entire step takes approximately three to four weeks and is the foundation for the whole project. The data analysis provides insight into where the respirable silica is being generated and where it is moving throughout the facility.
Step 2 and 3 are part of one work process — determining source reduction opportunities; and determining work practice reduction opportunities — and are carried out together. This is a three-to-four day long, on-site audit conducted by a team of three to five individuals, consisting of foundry engineers, silica experts and industrial hygienists. The purpose is to use the data gathered in Step 1 to focus efforts on reducing silica exposure potential in the areas identified previously.
Once we have a map, we will return to the site and figure out why the levels are elevated in those areas. The result of this step is a report that lists recommendations for reduction. These steps range from simple maintenance fixes to significant engineering projects, and in some cases become part of a master facility improvement plan. We endeavor to integrate silica reduction into every project the facility is planning. Following the site visit, the team will investigate all possible engineering, work practices and other controls, and provide a report to the site with the feasible options. This step generally takes three to four weeks to complete.
In the fourth step we reassess the silica exposure levels. Once the site has implemented the recommendations, we recommend a follow-up analysis, not as extensive as the first one but incorporating area and employee sampling to determine how effective our improvements were. This also is the time to gather employee exposure data in order to ensure compliance to the standard. This step generally takes about three weeks, including the laboratory turn-around time.
The fifth and final step is to investigate ventilation improvements: At this point, we have probably completed all of the simple fixes, inexpensive fixes, etc. What remains is to determine if there are ventilation improvements needed.
Ventilation systems are typically designed to operate with the facility doors closed, but many foundries operate half the year with their doors open. We have found that many metalcasting plants have sufficient ventilation but that it is used poorly. Adding ventilation and dust collection is expensive – initially, and to maintain over the life of the facility.
A proper analysis of the ventilation is critical to determine if additional equipment really is needed or if process change or a shift in dust collection allocation will address the issues. This step typically takes two to three weeks to complete, but we have found that very few foundries actually have needed to take this step (other than those that already had a known dust collection need.)
We have conducted this five-step process at 20,000-ft2, privately owned foundries and at 400,000-ft2 locations that are part of global multi-site companies. We have about a dozen projects currently in process, all of these at varying stages of the process. We are working (or have worked) with iron foundries, brass foundries, aluminum foundries, machining shops (due to blasting), construction-related operations, such as brick manufacturing — virtually anyplace that uses silica in manufacturing.
As stated above, the most common missteps we have identified involve foundries solving the wrong problem, including adding dust collection equipment, making the problems worse; moving operations to another building and seeing no improvement; adding local area ventilation and seeing a spike in exposure levels.
We also have found that the first step, while it sounds simple, is extremely critical and demands exceptional precision. We only allow team members that have silica sampling experience and significant industry knowledge to conduct that work. The locations of the samples in relation to processes, equipment, people, walls and ventilation is critical to gathering usable data for the second and third steps.
We estimate that about 10% of sand-casting foundries are well on the way to compliance, or already are in compliance. About 20% seem to be burying their heads in the sand. The rest should probably be taking steps to comply.
The biggest challenge for us right now is scheduling: We take on a new project or two every week. There are a limited number of labs that meet the new standard’s requirements and there are only a few capable equipment suppliers, and very little of the equipment that may be needed is in stock. Most of the necessary equipment must be made to order. Given that June 23, 2018, is only 12 months from now, the issue of compliance becomes more critical every day.
Trent Blake is the director of Security, Health and Safety Services for Keramida Inc., which engineers and develops global EHS and sustainability programs. Contact him at [email protected]